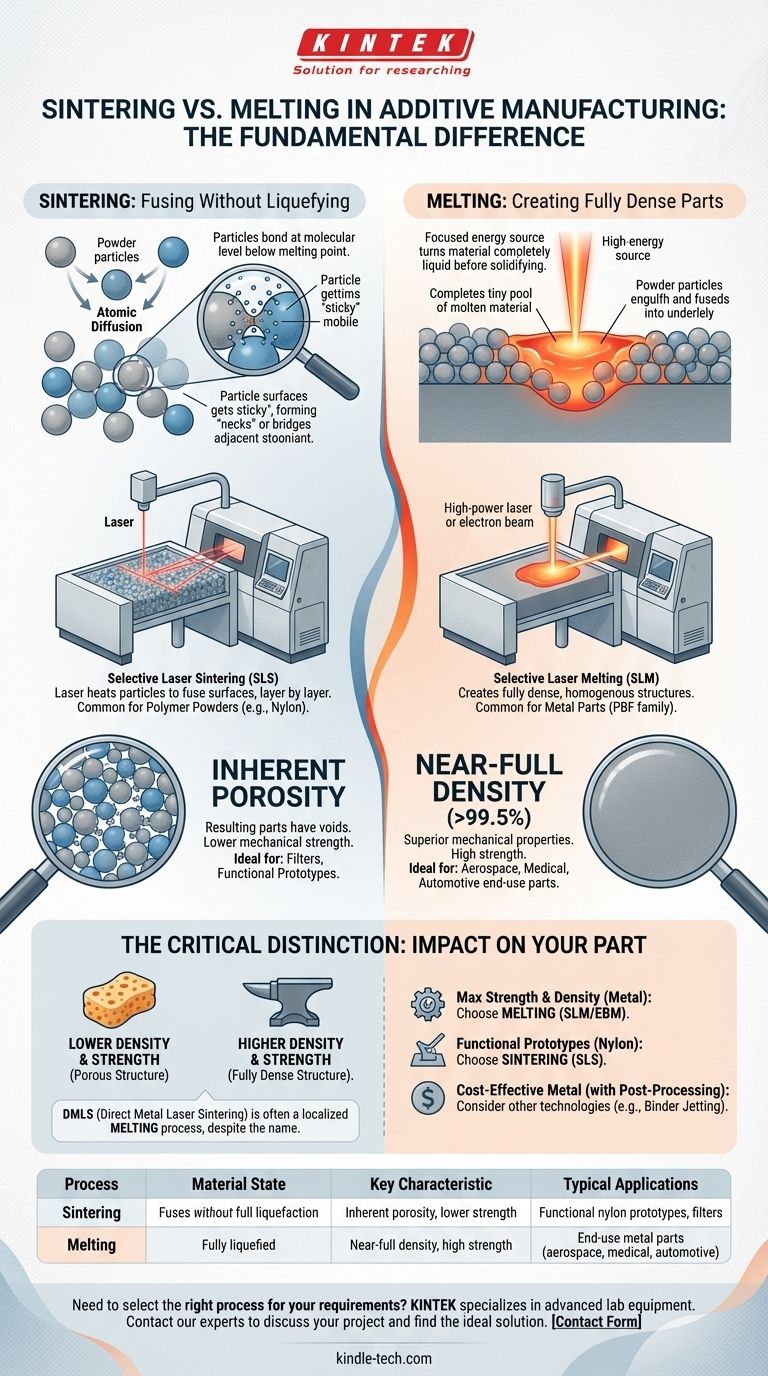
根本区别在于增材制造过程中材料所处的状态。烧结是利用热量和压力将材料颗粒粘合在一起,而不使其完全液化。相比之下,基于熔化的工艺使用聚焦的能源将材料加热到熔点以上,使其完全液化,然后再冷却和固化。
选择烧结工艺还是熔化工艺不仅仅是一个技术细节;它是决定您 3D 打印零件最终密度、孔隙率和机械强度的主要因素。
解析烧结:不液化地熔合
烧结是一种热工艺,其中颗粒在分子水平上结合,从而减少它们之间存在的空隙或孔隙。这发生在低于材料熔点的温度下。
核心机制:原子扩散
可以将烧结想象成颗粒在高温下变得“有粘性”。相邻粉末颗粒表面的原子变得具有流动性,并跨越边界扩散,在它们接触的地方形成固体桥或“颈”。
随着时间的推移,这些颈部会生长,将颗粒拉得更近,形成一个固体但通常具有孔隙的整体。
实际操作中的工作原理
最常见的例子是选择性激光烧结 (SLS),主要用于尼龙等聚合物粉末。激光扫描粉末床,将颗粒加热到足以使它们的表面层层粘合在一起的程度。
关键特性:固有的孔隙率
由于材料从未成为可以填充所有空隙的完全液体,因此烧结零件通常具有一定程度的残余孔隙率。这对于过滤器等应用来说可能是一个期望的特性,但与完全熔化的零件相比,它通常会导致较低的机械强度。
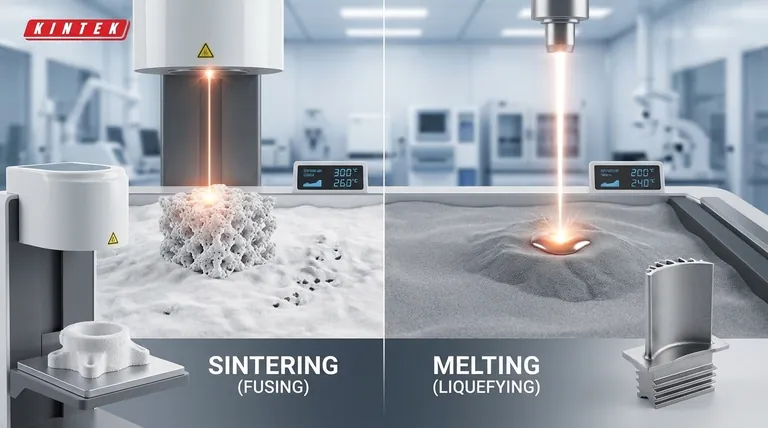
理解熔化:制造完全致密的零件
基于熔化的工艺是生产高强度金属和高性能聚合物零件的主导方法。它们旨在制造尽可能致密的部件。
核心机制:完全液化
在这些方法中,使用高能源——如激光或电子束——将粉末颗粒完全熔化。这会形成一个微小的熔融材料池,与下方的固体层完全融合。
随着能源的移动,这个熔池冷却并固化,形成一个致密的、均匀的结构,空隙极少。
实际操作中的工作原理
选择性激光熔化 (SLM) 和电子束熔化 (EBM) 等技术是典型的例子。它们属于粉末床熔融 (PBF) 工艺家族,用于制造具有可与传统铸造或锻造相媲美甚至超越的性能的金属零件。
关键区别:为什么它对您的零件很重要
选择基于烧结还是熔化的工艺,直接影响最终零件的性能特征及其对给定应用的适用性。
对材料密度的影响
熔化制造出完全致密的零件(通常密度 >99.5%)。这对于强度、抗疲劳性和气密性是不可或缺的应用至关重要。
烧结会产生多孔零件。虽然浸渍等后处理步骤可以增加密度,但打印出的组件在粘合的颗粒之间仍存在微观空隙。
对机械强度的影响
更高的密度几乎总是意味着更优越的机械性能。通过熔化工艺制造的零件比其烧结的对应物明显更坚固、更耐用,使其适用于航空航天、医疗和汽车行业中的最终用途功能组件。
关于术语的说明:“烧结”的混淆
在金属 3D 打印领域,术语可能具有误导性。一种流行的工艺,称为直接金属激光烧结 (DMLS),实际上涉及对金属粉末的局部熔化,而不是真正的固态烧结。该术语在很大程度上是一个沿用下来的品牌名称,但从实际目的来看,它作为一种熔化工艺来制造高密度金属零件。
为您的应用做出正确的选择
您的目标决定了正确的工艺。
- 如果您的主要关注点是功能性金属零件的最大强度和密度: 您需要一种基于熔化的粉末床熔融工艺,如 SLM 或 EBM。
- 如果您的主要关注点是生产可接受一定孔隙率的功能性尼龙原型或零件: 像 SLS 这样的烧结工艺是行业标准且非常有效。
- 如果您的主要关注点是成本效益高的金属零件,并且可以容忍或在后处理中修复一些孔隙率: 考虑完全不同的技术,例如粘合剂喷射,它使用烧结作为第二步。
最终,理解这种核心差异将使您有能力选择正确的技术来实现您所需的材料性能。
摘要表:
| 工艺 | 材料状态 | 关键特性 | 典型应用 |
|---|---|---|---|
| 烧结 | 颗粒在不完全液化的情况下粘合 | 固有的孔隙率,较低的强度 | 功能性尼龙原型、过滤器 |
| 熔化 | 颗粒完全液化 | 接近完全致密,高强度 | 最终用途金属零件(航空航天、医疗、汽车) |
需要为您的特定材料和性能要求选择正确的增材制造工艺吗? KINTEK 专注于提供用于材料研发的先进实验室设备和耗材。我们的专家可以帮助您了解不同 3D 打印技术的性能,以实现您所需的零件密度和强度。立即联系我们的团队,讨论您的项目并找到满足您实验室需求的理想解决方案。
图解指南