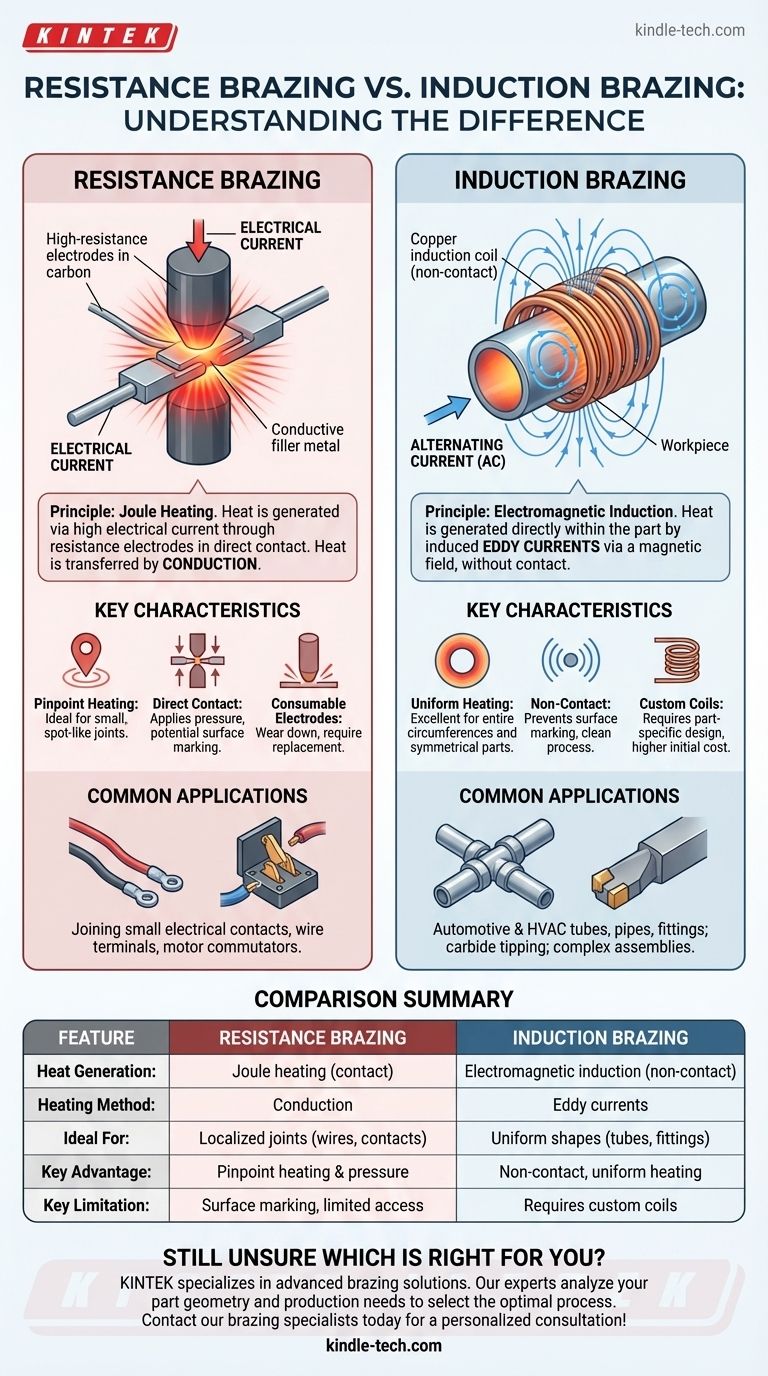
从根本上讲,电阻钎焊和感应钎焊之间的区别在于它们产生热量的方式。电阻钎焊通过电流通过与工件直接接触的高电阻电极来加热接头。相比之下,感应钎焊使用非接触式方法,通过磁场在零件内部感应电流来直接加热零件。
在这两种先进钎焊方法之间做出选择,并非哪种“更好”,而是哪种更适合您的零件几何形状和生产需求。电阻钎焊非常适合局部、点状接头,而感应钎焊在加热均匀形状和整个接头周长方面则无需接触,表现更优。
热量产生的原理
要选择正确的工艺,您必须首先了解每种工艺产生热量的基本物理原理。热量产生的方法决定了从循环时间到工装成本的一切。
电阻钎焊的工作原理
电阻钎焊基于焦耳热原理。高电流通过电极(通常由碳或钼制成)传输,这些电极夹住待连接的零件。
这些电极具有很高的电阻,导致它们剧烈加热。然后,这种热量主要通过传导传递到工件和钎料,从而熔化填充金属。
热量高度集中在电极接触点处。
感应钎焊的工作原理
感应钎焊使用电磁感应。交流电(AC)通过一个精确成形的铜线圈,从而产生一个强大的、振荡的磁场。
当工件放置在这个磁场内(不接触线圈)时,磁场会在零件内部感应出环流电流,称为涡流。零件自身的电阻使其从内部快速均匀地发热。
比较关键工艺特性
不同的加热原理导致了不同的工艺特性,每种特性都为特定应用带来了优势。
热量施加和控制
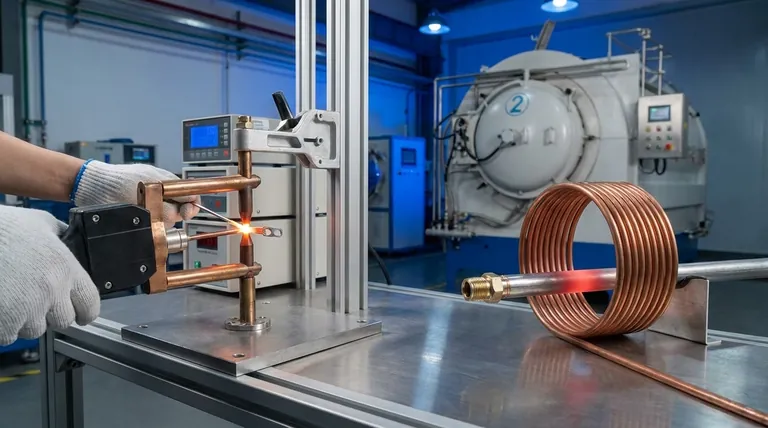
电阻钎焊直接在电极接触点提供精确的加热。这对于小型元件非常理想,但可能导致较大接头受热不均。
感应加热的特点是线圈的形状。它擅长均匀且可重复地加热整个圆周,例如接头中的管子。该过程是非接触式的,可以防止在零件表面留下痕迹。
速度和循环时间
这两种方法都非常快,非常适合自动化。典型的循环可以在几秒钟内完成。
对于加热整个接头区域,感应通常更快,而对于微小、点状的连接,电阻钎焊可以更快,因为电极可以几乎瞬间夹紧并加热。
设备和工装
电阻钎焊需要一个电源和一套易耗电极。这些电极会随着时间的推移而磨损,需要更换,并且它们的形状对接头质量至关重要。
感应钎焊需要一个电源和一个针对每种特定零件几何形状定制设计的感应线圈。虽然线圈很耐用,但初始设计和制造可能代表着一笔可观的工装投资。
了解权衡和应用
任何一种方法都不是万能的解决方案。您的零件的几何形状和生产线的性质将指导您的决定。
电阻钎焊的常见应用
对于大批量连接小型导电元件,此方法是首选。
经典示例包括将电线连接到端子上、连接开关和继电器中的电气触点,以及将段焊接到电机换向器上。同时施加热量和压力是其关键优势。
感应钎焊的常见应用
在接头完整性、速度和外观至关重要的情况下,尤其是在对称零件上,感应钎焊占主导地位。
它广泛应用于汽车和暖通空调行业,用于钎焊管子、管道和接头。它还用于硬质合金刀具的刀尖焊接以及需要均匀加热的复杂组件的连接。
需要考虑的关键局限性
电阻钎焊的主要限制在于它依赖于物理接触,这可能会划伤表面并限制对焊缝的可及性。它对于均匀加热大面积或不规则区域的效果也较差。
感应钎焊的主要缺点是需要针对零件定制线圈。零件设计的更改需要新的线圈,这会增加成本和交货时间,使其在小批量或变化较大的生产中灵活性较低。
为您的应用做出正确选择
选择最佳方法需要将工艺能力与您的特定制造目标相匹配。
- 如果您的主要重点是大批量生产小型电气触点或电线端子:电阻钎焊在这些特定接头类型上提供了无与伦比的效率和精度。
- 如果您的主要重点是在管状或对称零件上创建清洁、牢固且可重复的接头:感应钎焊为这些几何形状提供了卓越的控制、速度和质量。
- 如果您的主要重点是避免在加热精确区域时留下表面痕迹:感应钎焊的非接触特性使其成为明确的选择。
通过了解每种工艺如何产生热量,您可以自信地选择最能为您的产品提供可靠且具有成本效益的解决方案的方法。
摘要表:
| 特性 | 电阻钎焊 | 感应钎焊 |
|---|---|---|
| 热量产生 | 通过电极接触产生的焦耳热 | 电磁感应(非接触式) |
| 加热方法 | 来自电极的传导 | 零件内部的涡流 |
| 最适合 | 局部、点状接头(例如,电线、触点) | 均匀形状和完整的接头周长(例如,管子、接头) |
| 主要优势 | 精确加热,施加压力 | 非接触式,均匀加热,出色的可重复性 |
| 主要限制 | 表面留下痕迹,对大面积效果不佳 | 每种零件几何形状都需要定制线圈 |
仍然不确定哪种钎焊方法适合您的应用?
KINTEK 专注于提供先进的钎焊解决方案和实验室设备。我们的专家可以帮助您分析您的零件几何形状和生产要求,以选择最佳工艺,确保牢固、可靠的接头和最大的效率。
立即联系我们的钎焊专家进行个性化咨询!
图解指南