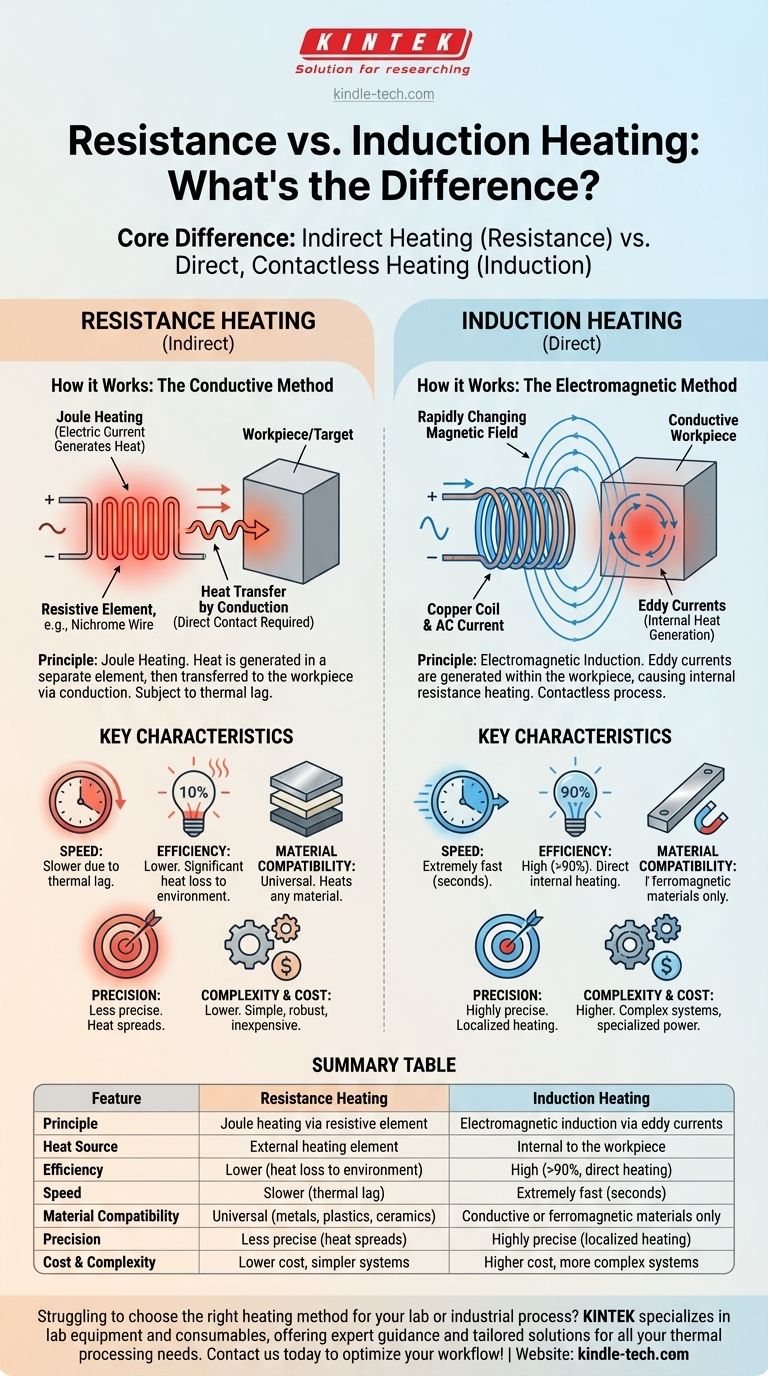
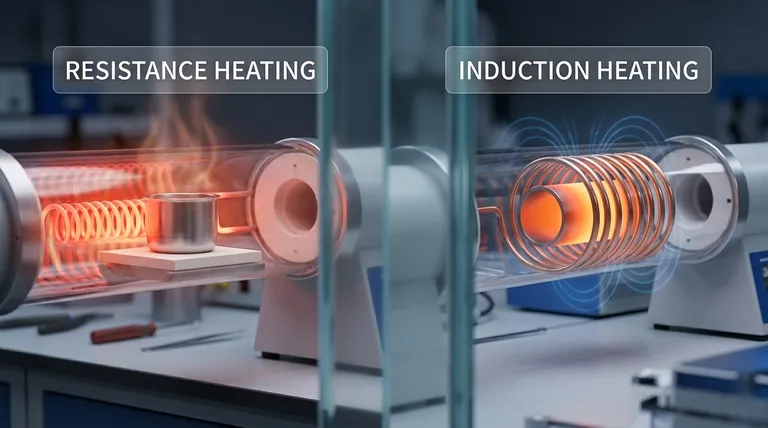
电阻加热和感应加热的核心区别在于热量产生的方式和来源。电阻加热使用发热元件将热量传导给目标,就像电炉上的平底锅一样。相比之下,感应加热使用电磁场直接在目标本身内部产生热量,热源与目标之间没有物理接触。
电阻加热是一种间接方法,即组件被加热后,再将热量传递给您的部件。感应加热是一种直接方法,即部件本身成为其自身的热源。这种区别是两种技术在速度、效率和应用方面所有主要差异的根本。
电阻加热的工作原理:传导法
焦耳加热原理
电阻加热基于一个简单的原理,即焦耳第一定律。当电流通过具有高电阻的材料(例如镍铬合金丝)时,移动电子的摩擦会产生热量。
发热元件设计成在通电时变得非常热。这与电炉上的线圈或烤面包机中的电线发出红光是相同的原理。
通过传导进行热传递
一旦热量在电阻元件中产生,它必须传递到工件。这主要通过传导发生,这意味着热元件必须与目标材料直接物理接触或非常接近。
这就是为什么电阻式烙铁是一个“两件式”系统:热量在单独的加热筒中产生,并且必须沿着金属尖端传播才能到达焊点。这种传递过程会引入一个延迟,称为热滞后。
感应加热的工作原理:电磁法
电磁感应原理
感应加热依据法拉第电磁感应定律工作。首先,高频交流电(AC)通过铜线圈,在线圈周围产生一个强大、快速变化的磁场。
当导电工件(如一块钢)放置在此磁场中时,磁场会在金属内部感应出环形电流。这些电流被称为涡流。
内部热量产生
这些涡流并非来自外部源;它们直接在工件内部产生。当这些电流流过材料本身的电阻时,它们会迅速产生巨大的热量。
工件本身成为加热器。这是一个非接触式过程,因为产生磁场的线圈从不接触被加热的部件。这解释了为什么感应系统可以有一个“一体式”尖端——尖端本身是通过磁场在内部被加热的部件。
了解权衡
效率和速度
感应加热的能源效率显著更高(通常超过90%),因为热量精确地在需要的地方——部件内部——产生。很少有能量浪费在加热周围空气上。这也使其加热速度极快,可在几秒钟内完成。
电阻加热效率较低。大量的热量从炽热的元件散失到环境中,并在缓慢传导到工件的过程中损失。
材料兼容性
电阻加热是通用的。它可以加热任何材料——金属、塑料、陶瓷或液体——只要热量可以传导到它。
感应加热有一个关键限制:它只适用于导电材料(如金属)或铁磁材料。它对玻璃、塑料或大多数陶瓷等非导电材料没有影响。
精度和控制
感应加热提供极其精确的控制。通过设计线圈的形状并控制频率和功率,您可以将部件的特定区域加热到精确的温度,同时保持周围区域凉爽。
电阻加热精度较低。热量倾向于通过传导“浸透”和扩散,使得在不影响部件其余部分的情况下加热局部区域变得困难。这就是一些炉子中出现“高温绝缘问题”的原因——整个腔室都会变热。
复杂性和成本
电阻加热系统简单、坚固且建造和维护成本相对较低。这项技术简单明了,已经使用了超过一个世纪。
感应加热系统更复杂且成本更高。它们需要专门的电源来产生高频电流,精心设计的铜线圈,以及通常用于线圈本身的冷却系统。
为您的应用做出正确选择
在这两种技术之间进行选择需要将它们的基本特性与您的主要目标相匹配。
- 如果您的主要关注点是低成本和通用加热的简单性:电阻加热是房间加热器、烤箱和基本焊接等应用的明确可靠选择。
- 如果您的主要关注点是导电部件的速度、能源效率和精度:感应加热为热处理、钎焊或高速焊接等工业过程提供了卓越的性能。
- 如果您正在使用塑料或陶瓷等非导电材料:电阻加热是您唯一可行的选择,因为感应加热将不起作用。
最终,理解这种区别——从外部加热与从内部加热——是选择最有效技术以实现特定目标的关键。
总结表:
| 特点 | 电阻加热 | 感应加热 |
|---|---|---|
| 原理 | 通过电阻元件进行焦耳加热 | 通过涡流进行电磁感应 |
| 热源 | 外部加热元件 | 工件内部 |
| 效率 | 较低(热量散失到环境) | 高(通常 >90%,直接加热) |
| 速度 | 较慢(热滞后) | 极快(几秒) |
| 材料兼容性 | 通用(金属、塑料、陶瓷) | 仅限导电或铁磁材料 |
| 精度 | 精度较低(热量扩散) | 高度精确(局部加热) |
| 成本和复杂性 | 成本较低,系统更简单 | 成本较高,系统更复杂 |
在为您的实验室或工业过程选择合适的加热方法时遇到困难? KINTEK 专注于实验室设备和耗材,为您的所有热处理需求提供专家指导和量身定制的解决方案。无论您是使用导电金属、塑料还是陶瓷,我们都能帮助您选择最有效和最精确的加热技术。立即联系我们,优化您的工作流程并取得卓越成果!
图解指南