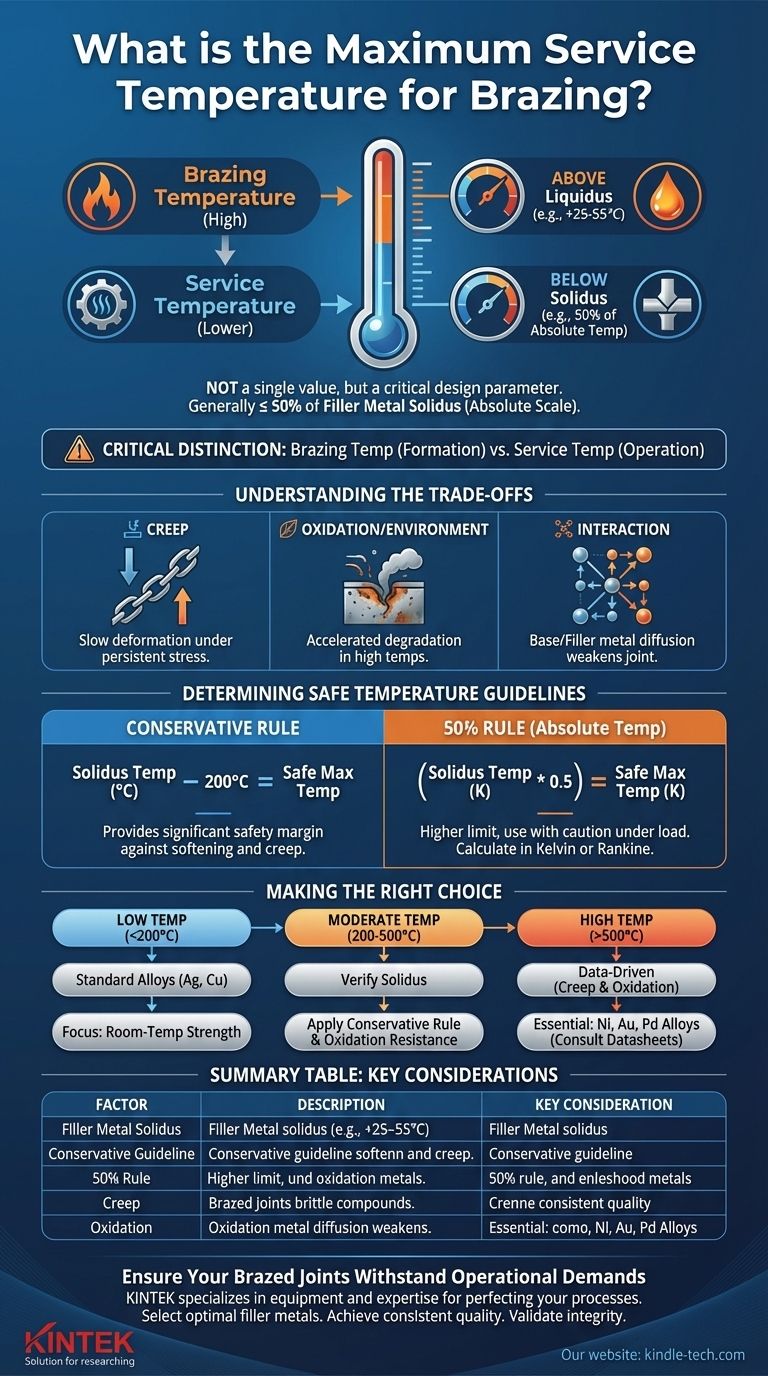
钎焊接头的最高使用温度并非一个单一值,而是一个关键的设计参数,主要由所使用的钎焊填充金属(BFM)决定。一般来说,使用温度不应超过填充金属固相线(熔化)温度的50%,以绝对温标衡量,并且根据载荷和环境,通常必须保持更低。
钎焊接头在高温下的可靠性不仅取决于填充合金的熔点。您必须考虑合金在接近其固相线温度时强度下降、抗蠕变性和氧化行为。
关键区别:钎焊温度与使用温度
为确保接头的完整性,您必须了解创建接头所需的温度与接头在最终应用中能够承受的温度之间的区别。
定义钎焊温度
钎焊温度是组件被加热以熔化填充金属并形成接头所需的温度。此温度必须高于填充金属的液相线——即其完全熔化的点。常见的做法是将组件加热到高于液相线至少25-55°C(50-100°F),以确保适当的流动和润湿。
定义使用温度
最高使用温度是已完成的接头在运行期间能够承受的最高温度,而不会出现机械强度或失效的关键损失。这从根本上受填充金属固相线温度的限制——即其开始熔化的点。随着使用温度接近固相线,填充金属会软化并迅速失去强度。

如何确定安全的使用温度
虽然具体的应用测试始终是最佳方法,但有一些既定的工程指南可用于估算安全的最大使用温度。
“固相线减去”指南(保守规则)
一个广泛使用且保守的经验法则是,将最高使用温度保持在比钎焊填充金属的固相线温度低至少200°C(约390°F)。这为防止软化和蠕变提供了显著的安全裕度。
例如,常见的银基填充剂BAg-7的固相线温度为652°C(1205°F)。应用此规则表明最高使用温度约为452°C(815°F)。
50%规则(绝对温度)
另一项指南指出,当以绝对温标(开尔文或兰氏度)衡量时,使用温度不应超过固相线温度的50%。
- 使用开尔文计算:
最高使用温度 (°C) = [ (固相线温度 °C + 273.15) * 0.5 ] - 273.15 - 使用兰氏度计算:
最高使用温度 (°F) = [ (固相线温度 °F + 459.67) * 0.5 ] - 459.67
此规则通常会得出比保守指南更高的温度限制,应谨慎使用,尤其是在高机械载荷下。
理解权衡:超越简单的温度规则
仅依靠熔点计算对于关键应用来说是不够的。钎焊接头在高温下的真实性能是多种因素平衡的结果。
蠕变的威胁
蠕变是固体材料在持续机械应力作用下,即使低于其屈服强度,也会发生永久变形的趋势。这种现象高度依赖于温度。随着使用温度的升高,填充金属的抗蠕变性降低,在恒定载荷下的接头会随着时间的推移缓慢失效。
氧化和环境的影响
高温会显著加速氧化和腐蚀。使用环境(例如,空气、废气、真空)决定了哪种填充金属是合适的。在惰性气氛中坚固的BFM在相同温度下的氧化空气中可能会迅速降解和失效。这就是为什么镍基和贵金属基合金被指定用于高温航空航天和工业应用的原因。
与母材的相互作用
在高温下长时间运行,填充金属和母材的原子会相互扩散。这可能在接头内部形成脆性金属间化合物,从而降低其延展性和对热循环疲劳的抵抗力。
为您的目标做出正确选择
选择正确的钎焊填充金属需要将其特性与您的操作需求相匹配。
- 如果您的主要关注点是低温服务(< 200°C / 400°F): 标准的银基或铜基合金通常足够,因为室温机械强度是主要考虑因素。
- 如果您的主要关注点是中温服务(200-500°C / 400-930°F): 您必须仔细验证BFM的固相线温度,并应用保守的“固相线减去200°C”规则,同时还要考虑抗氧化性。
- 如果您的主要关注点是高温服务(> 500°C / 930°F): 您的决定必须基于蠕变强度和抗氧化性的数据,而不是简单的熔点。镍基、金基或钯基填充金属至关重要,并且必须查阅其技术数据表。
最终,设计耐用的钎焊接头在于理解使用环境决定了材料选择。
总结表:
| 因素 | 描述 | 关键考虑 |
|---|---|---|
| 填充金属固相线 | 开始熔化的温度。 | 使用温度必须显著低于固相线。 |
| 保守指南 | 使用温度 ≤ 固相线温度 - 200°C (~390°F)。 | 提供防止软化的安全裕度。 |
| 50%规则(绝对温度) | 使用温度 ≤ 固相线温度的50%(开尔文/兰氏度)。 | 通常会得出更高的限制;在载荷下使用时需谨慎。 |
| 蠕变 | 高温下应力作用下的缓慢变形。 | 对于承受恒定机械载荷的接头至关重要。 |
| 氧化/环境 | 空气、气体或真空造成的降解。 | 决定合适的填充金属合金选择。 |
确保您的钎焊接头承受操作需求
为高温服务设计可靠的钎焊组件需要材料科学和特定应用挑战的专业知识。错误的填充金属选择可能导致接头过早失效、代价高昂的停机时间和安全风险。
KINTEK专注于提供您完善钎焊工艺所需的实验室设备和耗材。 无论您是开发原型还是优化生产,我们都提供工具和专业知识来帮助您:
- 选择最佳钎焊填充金属,以满足您的温度、载荷和环境要求。
- 通过精确的温度控制,实现一致、高质量的接头。
- 验证关键应用的接头完整性。
不要让您的接头性能听天由命。立即联系我们的专家,讨论您的具体钎焊挑战以及KINTEK如何支持您实验室的成功。
图解指南