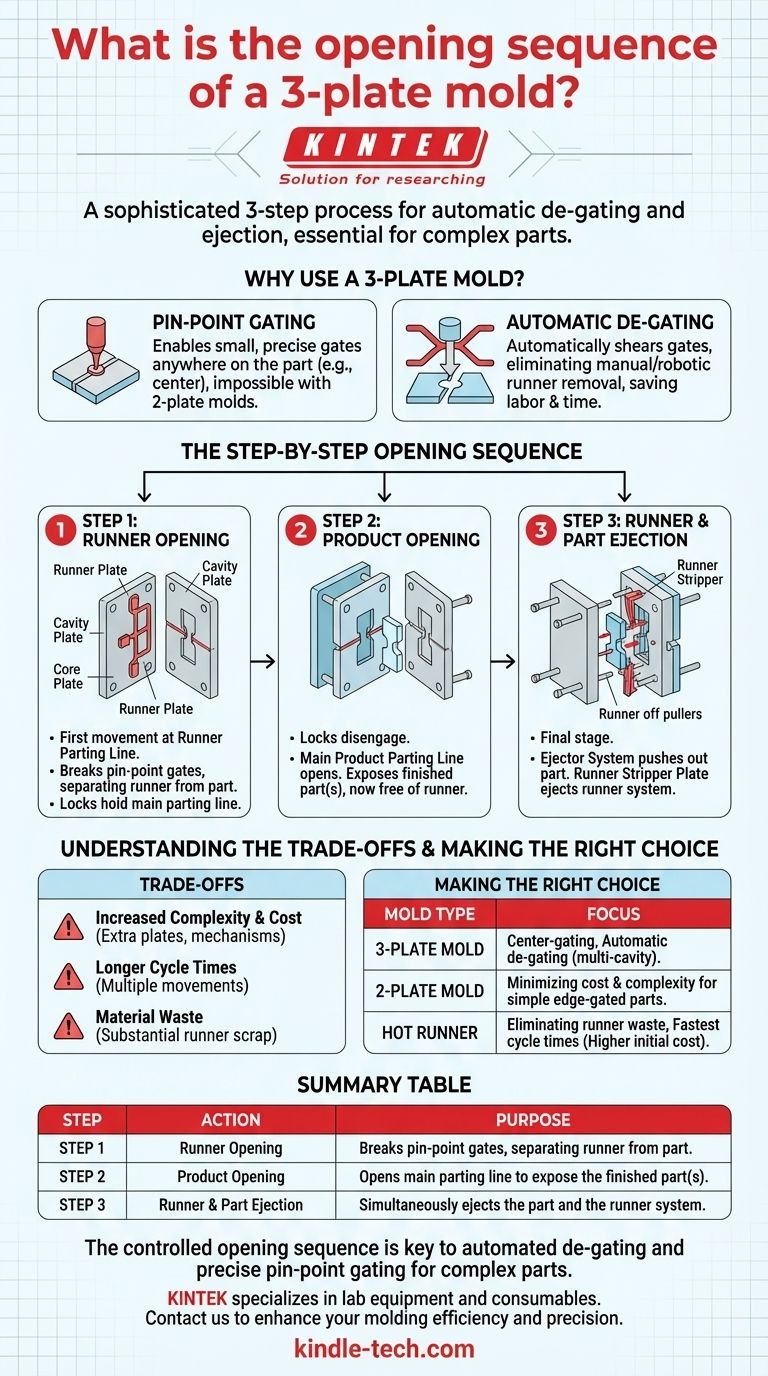
三板模具的开模顺序包括三个不同的动作,旨在首先将零件与流道系统分离,然后同时顶出两者。该顺序首先在流道分型线处进行初始开模,然后是主产品开模,最后是流道本身的顶出。
三板模具精密的开模顺序是其核心优势。它专门设计用于自动化地将流道与成品零件分离,这一过程称为自动脱浇口,对于某些零件设计和多腔布局至关重要。
为什么要使用三板模具?
在详细介绍开模顺序之前,了解这种设计的目的至关重要。与更简单的两板模具不同,当零件需要两板模具不易适应的特定类型浇口时,会选择三板模具。
针点式浇口的优势
主要原因是能够使用针点式浇口。这些小型、精确的浇口可以放置在零件表面的几乎任何位置,包括中心,这对于标准侧浇口的两板模具来说是不可能的。
自动脱浇口的目标
这种设计在开模过程中会自动将小针点式浇口从零件上折断或“剪断”。这消除了对二次手动或机器人操作来移除流道的需要,从而降低了人工成本和循环时间。

分步开模顺序
受控的开模顺序是三板模具的决定性特征。它通常由锁模扣、拉杆和限位带等组件控制,以确保每个步骤按正确的顺序和正确的距离进行。
第1步:流道开模
第一个动作发生在流道分型线处,即流道板和型腔板之间。
当压机打开时,锁模扣将主分型线保持在一起,强制进行初始分离。此动作将微小针点式浇口中的固化塑料拉出,使其干净地从成型零件上断裂。
第2步:产品开模
一旦第一次开模达到预设距离,锁模扣脱开,主产品分型线开始打开。
这是型腔板和型芯板之间的分离。此动作暴露出成品零件(或多个零件),它们现在已脱离流道系统并准备好顶出。
第3步:流道和零件顶出
最后阶段包括两个可以顺序或同时发生的动作。零件由顶出系统从型芯侧推出。
同时,流道剥离板向前移动,将现在已分离的流道系统从拉杆上推下,使其自由落下。
了解权衡
虽然功能强大,但三板模具设计并非万能解决方案。它的优点伴随着必须考虑的明显权衡。
增加的复杂性和成本
第三块板以及开模顺序所需的机构(锁模扣、拉杆、额外板)的增加,使得模具的设计、制造和维护成本显著增加,复杂性也更高。
更长的循环时间
多次移动和更长的总行程,以打开所有分型线并顶出流道,可能导致与设计良好的两板模具相比,循环时间略长。
材料浪费
三板模具中的流道系统可能相当大,尤其是在多腔模具中。这个流道是废料,必须进行再研磨或丢弃,这代表着热流道系统可以避免的材料成本。
为您的项目做出正确选择
选择正确的模具类型是一个关键决策,完全基于您的项目对零件质量、成本和生产量的具体目标。
- 如果您的主要重点是零件的中心浇口或多腔模具中的自动脱浇口:三板模具是实现此目的的绝佳且经济高效的选择。
- 如果您的主要重点是为简单的侧浇口零件最大限度地降低工具成本和复杂性:标准的两板模具是最直接和高效的解决方案。
- 如果您的主要重点是消除流道浪费并实现尽可能快的循环时间:热流道系统,尽管其初始成本较高,但它是卓越的技术。
最终,了解三板模具的受控开模顺序使您能够利用其独特的自动化生产和提高零件质量的能力。
总结表:
| 步骤 | 动作 | 目的 |
|---|---|---|
| 第1步 | 流道开模 | 折断针点式浇口,将流道与零件分离。 |
| 第2步 | 产品开模 | 打开主分型线以暴露成品零件。 |
| 第3步 | 流道和零件顶出 | 同时顶出零件和流道系统。 |
使用正确的设备优化您的注塑工艺。
三板模具的受控开模顺序是实现自动化脱浇口和复杂零件精确针点式浇口的关键。选择正确的模具类型对于您的项目在零件质量、成本和生产量方面的成功至关重要。
KINTEK专注于实验室设备和耗材,满足实验室需求。无论您是原型设计新模具还是扩大生产,拥有可靠的设备都是基础。让我们的专业知识支持您的创新。
立即联系 KINTEK,讨论我们的解决方案如何提高您的成型效率和精度。
图解指南