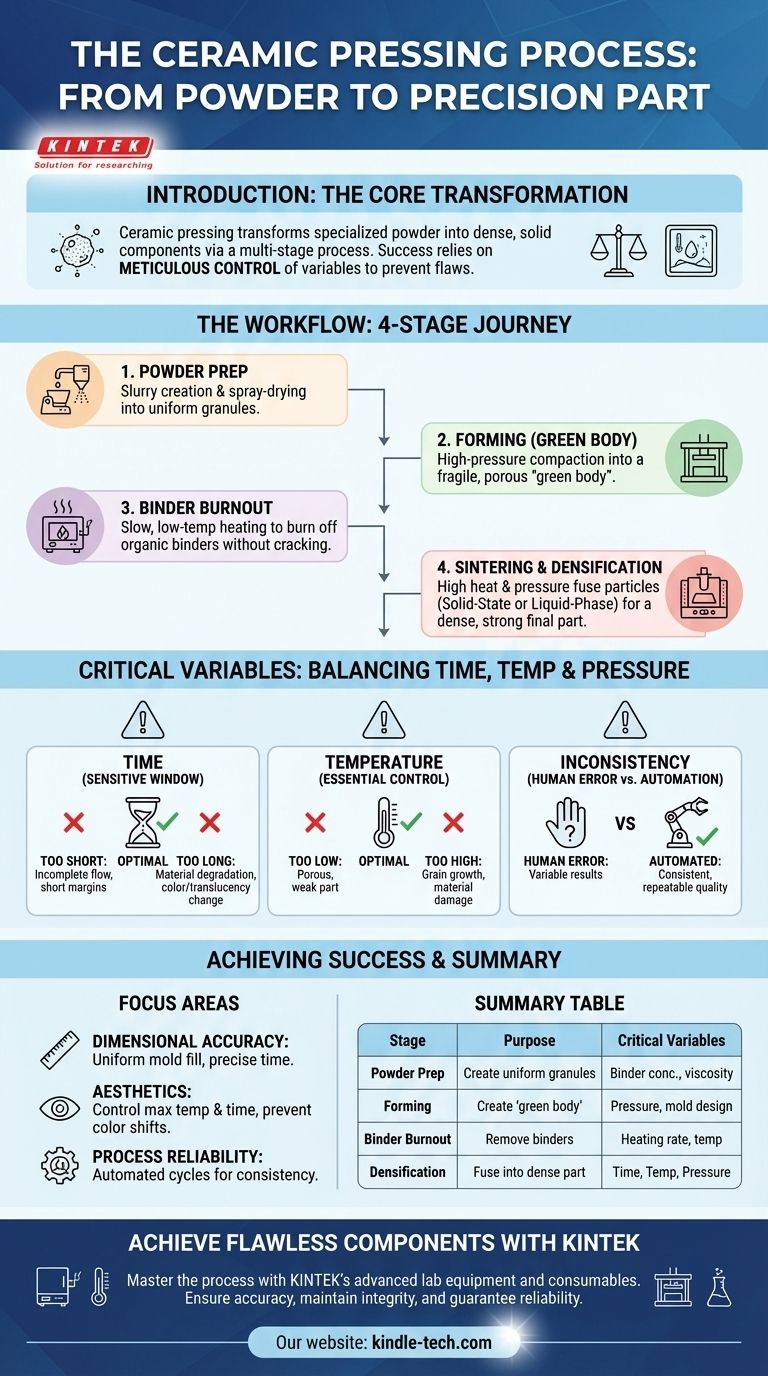
从核心来看,陶瓷压制是一个多阶段的制造过程,它将专门的陶瓷粉末转化为致密、坚固的组件。这包括将粉末制备成可流动的形式,将其压制成称为“生坯”的初步形状,然后通过烧结过程在炉中施加热量和压力,使颗粒熔合在一起。
陶瓷压制的成功与其说是取决于各个步骤,不如说是取决于对关键变量的细致控制。核心挑战是管理材料的转化,以在不引入缺陷的情况下实现精确的最终尺寸、所需的美观性和最佳的物理性能。
陶瓷压制流程:从粉末到零件
从生粉末到成品陶瓷组件的旅程是一个精确的、顺序的过程。每一步都建立在前面一步的基础上,任何阶段的失败都可能损害最终结果。
步骤1:陶瓷粉末的制备
首先,将未烧制的生陶瓷粉末与水、粘合剂和解絮剂(一种防止结块的物质)混合。这会形成一种均匀的液体混合物,称为浆料。
然后将这种浆料进行喷雾干燥。该过程将浆料雾化到加热的腔室中,立即蒸发液体并形成小的、均匀的球形颗粒。这些颗粒非常适合确保模具均匀填充。
步骤2:形成“生坯”
然后将喷雾干燥的粉末放入模具中。在高压下,粉末被压实成一个固体但易碎的形状。
这个初始的、未烧结的零件被称为“生坯”。虽然它能保持形状,但其机械强度非常低且高度多孔。
步骤3:粘合剂烧尽
在最终熔合之前,生坯在相对较低的温度下加热。此阶段的目的是小心地烧掉在步骤1中添加的有机粘合剂。
这必须缓慢进行,以使产生的气体逸出,而不会使易碎的零件开裂或损坏。
步骤4:烧结和致密化
烧结是关键的高温步骤,在此步骤中,陶瓷颗粒熔合在一起,形成致密、坚固的最终零件。生坯被送入压制炉,在那里可以使用铸锭和柱塞在升温的同时施加压力。
这种致密化主要通过两种机制发生:
- 固态烧结:用于氧化锆等材料,原子通过扩散在颗粒之间迁移,闭合它们之间的间隙。
- 液相烧结:用于碳化硅等更难烧结的材料。粉末中的添加剂熔化,形成液体,通过毛细力将颗粒拉在一起,加速致密化。

了解权衡和关键变量
压制陶瓷的质量并非仅仅通过遵循步骤就能保证。它取决于对时间、温度和压力的精确控制。偏差可能导致不可逆转的缺陷。
压制时间的关键作用
时间可以说是最终压制阶段最敏感的变量。完美压制的窗口通常很窄。
- 时间过短:如果压制周期过短,材料可能没有足够的时间流动并完全填充模具。在牙科应用中,这会导致边缘不足等缺陷。
- 时间过长:在高温和高压下时间过长会导致材料降解。这可能表现为不希望的颜色或半透明度变化,甚至改变材料的核心物理性能。
温度的影响
在粘合剂烧尽和最终烧结过程中,适当的温度控制至关重要。如果温度过低,烧结将不完全,导致最终零件多孔且脆弱。
相反,如果温度过高或施加过快,可能会导致晶粒生长或材料损坏,从而损害强度和美观性。
不一致的后果
不同的陶瓷材料有独特的要求。例如,对于常见的牙科陶瓷二硅酸锂,过长的压制时间可能导致表面形成不希望的反应层。
这就是为什么经常使用自动化压制炉的原因。它们确保以绝对一致性重复最佳的时间和温度曲线,最大限度地减少人为错误导致的缺陷风险。
实现成功压制
了解这些原理可以帮助您解决问题并优化您的工艺以获得特定结果。
- 如果您的主要关注点是尺寸精度:确保粉末已正确制备以实现均匀的模具填充,并严格注意压制时间以避免不完全流动和边缘不足。
- 如果您的主要关注点是美观性:细致控制最高温度和压制周期的持续时间,以防止颜色变化、半透明度变化或表面反应。
- 如果您的主要关注点是工艺可靠性:依靠具有针对特定材料预编程循环的自动化设备,以消除变量并确保一致、高质量的结果。
掌握陶瓷压制工艺的关键在于将其从一个简单的程序转变为一门受控的科学。
总结表:
| 阶段 | 关键工艺 | 目的 | 关键变量 |
|---|---|---|---|
| 1. 粉末制备 | 喷雾干燥 | 创建均匀、可流动的颗粒 | 粘合剂浓度、浆料粘度 |
| 2. 成型 | 压制 | 创建“生坯”形状 | 压力、模具设计 |
| 3. 粘合剂烧尽 | 低温加热 | 去除有机粘合剂 | 加热速率、温度 |
| 4. 致密化 | 烧结 | 将颗粒熔合为致密、坚固的零件 | 时间、温度、压力 |
使用 KINTEK 实现完美的陶瓷组件。
掌握陶瓷压制工艺需要在每个阶段都保持精确性和一致性。KINTEK 专注于提供可靠结果所需的先进实验室设备和耗材,从粉末制备到最终烧结。
我们的解决方案帮助您:
- 确保尺寸精度:实现完美的模具填充,避免边缘不足等缺陷。
- 保持材料完整性:控制时间和温度,以保持美观性和物理性能。
- 保证工艺可靠性:利用自动化系统实现可重复、高质量的结果。
让我们为您的实验室成功提供工具和专业知识。 立即联系 KINTEK,讨论您的具体陶瓷压制需求。
图解指南