从本质上讲,电子束焊接(EBW)是一种高能熔焊工艺,它通过用一束高度聚焦的高速电子束轰击材料来实现材料的连接。这种动能的强烈集中在撞击时瞬间转化为热能,使材料熔化,并在冷却时融合在一起,形成卓越的冶金结合。
EBW的真正优势不仅仅在于热量,而在于这种热量的惊人密度和精度。通过在真空中操作,该工艺将高度集中的能量输送到材料深处,形成传统方法无法实现的焊缝。
核心机制:从电子到焊缝
理解EBW过程需要研究如何产生、加速和控制电子束以完成工作。每一步对于实现最终结果都至关重要。
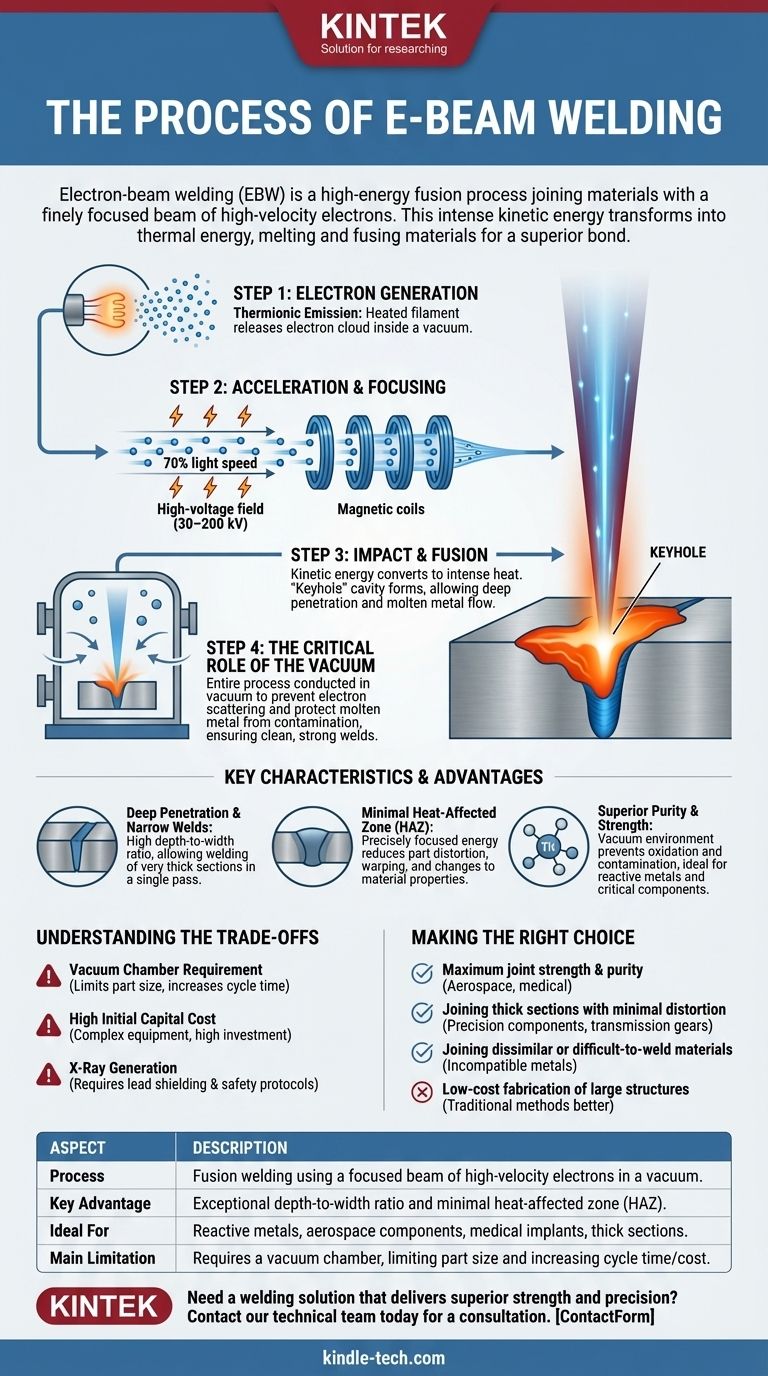
步骤 1:电子的产生
该过程始于一个灯丝,通常由钨制成,它在真空中被加热到极高的温度。这种强烈的热量导致灯丝以热电子发射的过程释放出电子云。
步骤 2:加速和聚焦
这些自由电子随后受到由高电压(通常在30到200千伏之间)产生的强大电场的作用。这种电压差使电子加速到极高的速度,可达光速的70%。
当电子沿着光束柱传输时,一系列磁线圈充当透镜,将电子束精确地聚焦成一个非常细、高密度的点。
步骤 3:撞击与熔合
当这束高度聚焦的电子束撞击工件时,其巨大的动能转化为强烈的局部热量。功率密度如此之高,以至于在撞击点蒸发材料,形成一个深腔,称为“熔孔” (keyhole)。
这个熔孔使得能量能够深入材料内部。当光束沿着焊缝移动时,熔融金属流入其后填充空腔,凝固形成非常深而窄的焊缝。
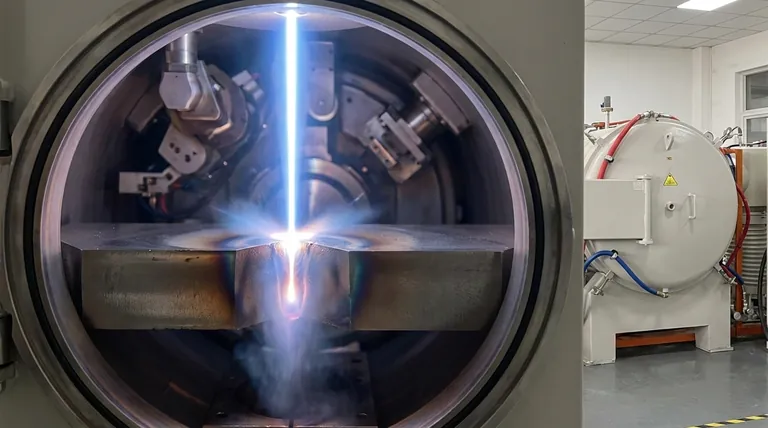
步骤 4:真空的关键作用
整个过程在真空室中进行,有两个基本原因。首先,真空可以防止加速的电子与空气分子碰撞并散射,这会使光束扩散并使其失去能量。
其次,真空环境保护熔融金属免受氧和氮等大气污染物的影响,确保焊缝异常清洁、纯净和牢固,没有杂质。
关键特性和优势
EBW过程的独特物理特性使其相对于传统焊接技术具有几个明显的优势。
深熔透和窄焊缝
熔孔效应使得EBW能够产生具有非常高深宽比的焊缝。这意味着您可以用单道次连接非常厚的材料,这比传统方法所需的多道次要高效得多。
最小的热影响区 (HAZ)
由于能量聚焦得非常精确,很少有额外的热量扩散到周围的材料中。这导致了一个很小的热影响区 (HAZ),极大地减少了零件的变形、翘曲和材料性能的变化。
卓越的纯度和强度
在真空中焊接消除了氧化和污染的可能性。这产生了具有卓越纯度和强度的焊缝,使该工艺非常适合连接钛等活性金属或关键性能部件。
了解权衡
虽然强大,但EBW并非适用于所有应用。它的主要局限性是所需设备和环境的直接结果。
真空室要求
零件必须能够放入真空室中。这限制了可以焊接的部件尺寸,并增加了总循环时间,因为每个批次都需要对腔室进行抽真空。
高初始资本成本
与TIG或MIG等标准焊接设备相比,电子束焊接系统结构复杂,需要大量的资本投资。这通常使其最适合高价值或大批量生产。
X射线产生
高能电子撞击金属的固有特性会产生X射线。这要求设备必须用铅屏蔽来制造,并且操作员必须遵循严格的安全规程,这增加了系统的复杂性和成本。
根据您的目标做出正确的选择
选择EBW完全取决于您组件的具体技术要求和生产目标。
- 如果您的主要关注点是最大的接头强度和纯度: EBW是连接活性金属或对焊缝完整性至关重要的部件(如航空航天或医疗植入物)的绝佳选择。
- 如果您的主要关注点是连接厚截面且变形最小: EBW在制造精密部件(如变速箱齿轮)方面表现出色,在这些部件中保持严格的尺寸公差至关重要。
- 如果您的主要关注点是连接不同或难以焊接的材料: EBW的精确控制和高能量密度可以成功连接与其他焊接工艺不兼容的金属。
- 如果您的主要关注点是大型结构件的低成本制造: 真空室的尺寸限制和高昂的资本成本使得EBW不适用;MIG或埋弧焊等传统方法更合适。
最终,电子束焊接在精度、熔透深度和纯度方面提供了传统焊接工艺无法比拟的水平。
摘要表:
| 方面 | 描述 |
|---|---|
| 工艺 | 在真空中使用聚焦的高速电子束进行的熔焊。 |
| 关键优势 | 卓越的深宽比和最小的热影响区 (HAZ)。 |
| 理想应用 | 活性金属(如钛)、航空航天部件、医疗植入物和厚截面。 |
| 主要限制 | 需要真空室,限制了零件尺寸并增加了循环时间和成本。 |
需要一种能提供卓越强度和精度的焊接解决方案吗?
电子束焊接非常适合高价值部件,在这些部件中,接头完整性、最小变形和材料纯度是不可妥协的。如果您从事活性金属、厚截面或航空航天、医疗或汽车行业关键性能部件的制造,该工艺可以彻底改变您的制造方式。
在 KINTEK,我们专注于先进的实验室和制造设备。让我们的专家帮助您确定电子束焊接是否是满足您特定材料和项目目标的正确解决方案。
立即联系我们的技术团队进行咨询,了解我们如何支持您的精密焊接需求。
图解指南