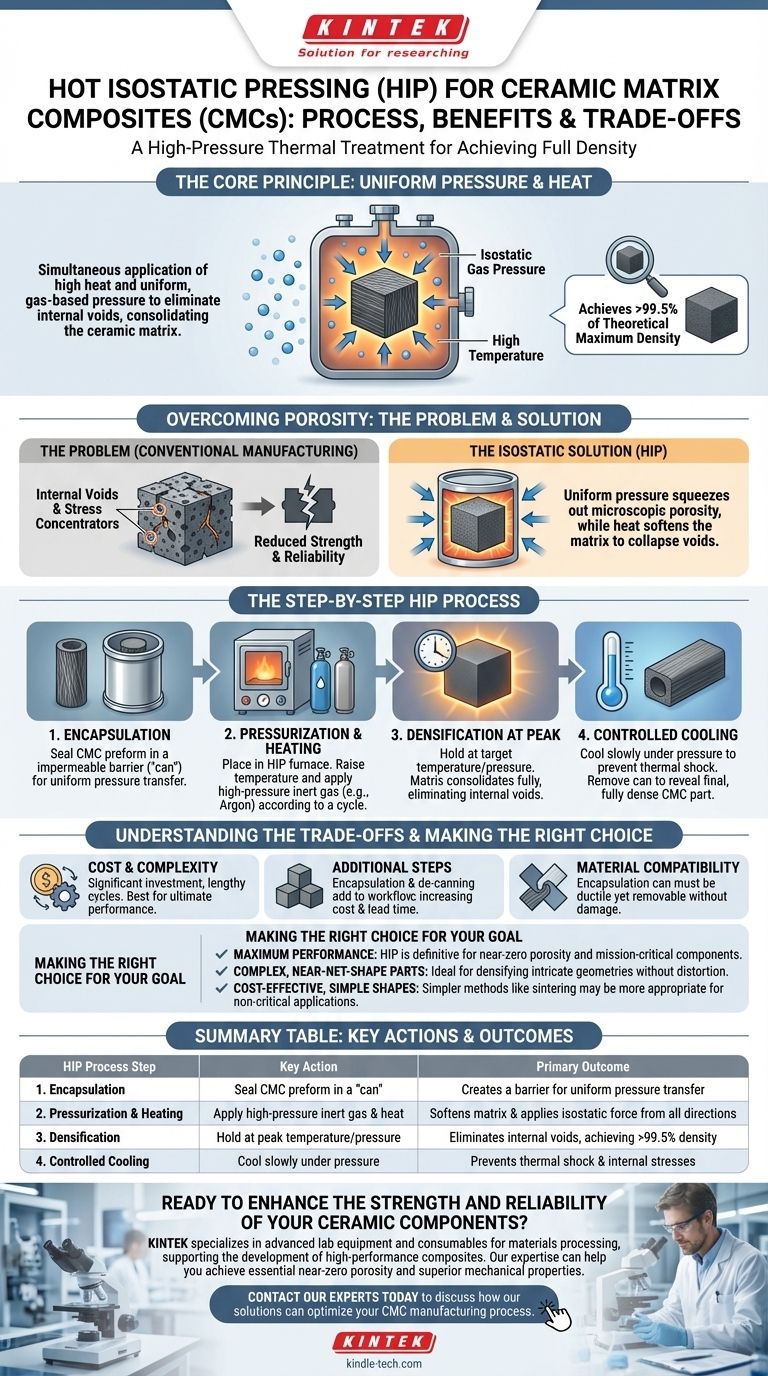
热等静压 (HIP) 是一种高压热处理工艺,用于制造完全致密的陶瓷基复合材料 (CMC)。该工艺同时对部件施加高温和均匀的气体压力,有效消除内部空隙并固结增强纤维周围的陶瓷基体。
热等静压的核心原理是使用惰性气体(如氩气)从各个方向施加均匀压力。这种“等静压”与高温相结合,可挤压掉微观孔隙,从而使成品材料具有卓越的密度、强度和结构完整性。
核心原理:克服孔隙率问题
内部空隙问题
在传统制造中,在初始加工后,陶瓷材料内部可能会残留微小的孔隙或空隙。这些空隙充当应力集中器,是主要的失效点,显著降低了材料的整体强度和可靠性。
等静压解决方案
热等静压通过将 CMC 部件放置在密封的压力容器中来解决此问题。然后,容器中充满高压惰性气体,该气体充当压力传递介质。
由于气体压力是均匀的,它会从各个方向均匀地作用于部件。这与机械压制根本不同,机械压制沿单个轴线施加力。
高温的作用
同时,部件被加热到足以在微观层面上软化陶瓷基体的温度。这使得材料在巨大的外部压力下流动和变形,从而使内部空隙坍塌。

CMC 的分步 HIP 工艺
1. 封装
CMC 预制件(纤维和部分加工基体的初始结构)通常密封在金属或玻璃容器中,通常称为“罐”。该罐充当坚固、不渗透的屏障,气体可以对其施压,将力传递到内部的陶瓷部件。
2. 加压和加热
封装好的部件被放入 HIP 炉中。系统被密封,温度和压力根据针对特定材料量身定制的精确预编程循环升高。
3. 峰值条件下的致密化
部件在目标温度和压力下保持特定持续时间。在此“保持时间”内,热量和压力的结合迫使陶瓷基体完全固结,达到通常超过其理论最大值 99.5% 的密度。
4. 受控冷却
保持时间结束后,部件在压力下冷却。这种受控冷却对于防止热冲击和新内应力的形成至关重要。冷却后,去除外罐,露出最终的完全致密的 CMC 部件。
了解权衡
工艺成本和复杂性
HIP 系统是一项重大的资本投资,并且工艺周期可能很长。这使得它比传统烧结更昂贵,最好保留用于性能是主要驱动因素的部件。
额外的加工步骤
封装和随后的脱罐需求增加了制造流程的步骤。与不需要这种密封的工艺相比,这会增加成本和交货时间。
材料兼容性
必须仔细选择用于封装罐的材料。它需要足够柔韧,以便在 HIP 温度下变形而不会失效,并且在工艺完成后易于去除而不会损坏成品部件。
为您的目标做出正确的选择
在决定 HIP 是否是正确的工艺时,请考虑部件的最终应用。
- 如果您的主要关注点是最大性能和可靠性: HIP 是制造具有近零孔隙率和卓越机械性能的关键任务部件的明确选择。
- 如果您的主要关注点是生产复杂的近净形部件: HIP 的均匀压力非常适合致密化复杂的几何形状,而不会出现其他方法常见的变形风险。
- 如果您的主要关注点是经济高效地生产简单形状: 对于非关键应用,传统烧结等更简单、更便宜的方法可能是更合适的选择。
通过利用均匀热量和压力的独特力量,热等静压将先进的陶瓷复合材料转化为能够承受最严苛环境的部件。
总结表:
| HIP 工艺步骤 | 关键操作 | 主要结果 |
|---|---|---|
| 1. 封装 | 将 CMC 预制件密封在“罐”中 | 为均匀压力传递创建屏障 |
| 2. 加压和加热 | 施加高压惰性气体(例如氩气)和热量 | 软化基体并从各个方向施加等静力 |
| 3. 致密化 | 在峰值温度/压力下保持 | 消除内部空隙,达到 >99.5% 的密度 |
| 4. 受控冷却 | 在压力下缓慢冷却 | 防止热冲击和内应力 |
准备好增强陶瓷部件的强度和可靠性了吗?
KINTEK 专注于材料加工的先进实验室设备和耗材,包括支持高性能复合材料开发的技术。我们的专业知识可以帮助您实现关键任务应用所需的近零孔隙率和卓越机械性能。
立即联系我们的专家,讨论我们的解决方案如何优化您的 CMC 制造工艺。
图解指南