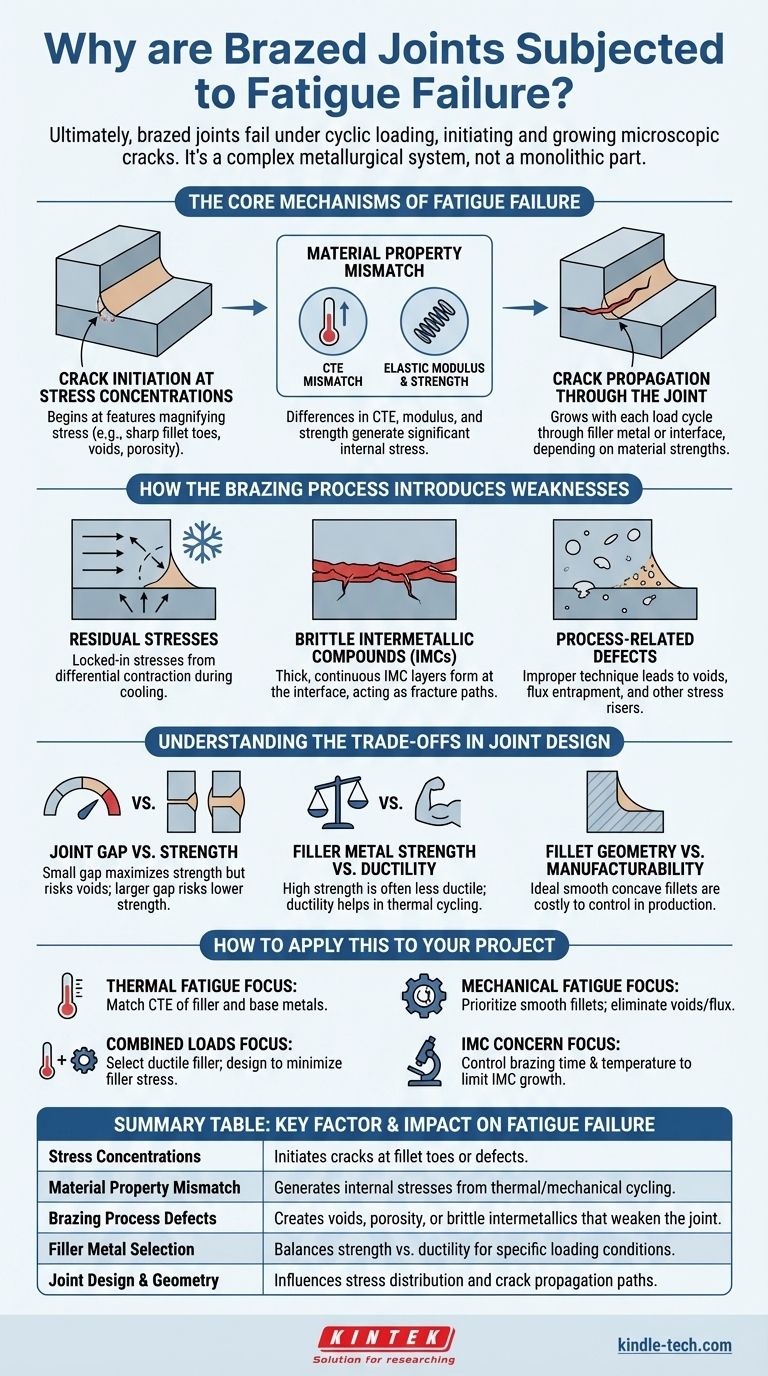
从根本上说,钎焊接头发生疲劳失效的原因与任何其他金属结构失效的根本原因相同:应力的重复施加,即循环载荷,会引发并扩展微小裂纹,直到接头无法再承受载荷。这些失效很少由单一的缺陷引起,而是由多种因素共同作用造成,包括接头几何形状处的应力集中、材料性能的不匹配以及钎焊工艺本身引入的缺陷。
核心问题在于,钎焊接头是一个冶金系统,而不是一个整体部件。疲劳失效是由两种不同母材与一种填充金属之间的界面处发生的复杂相互作用驱动的,这些材料各自具有独特的机械和热性能。
疲劳失效的核心机制
钎焊接头的疲劳失效分两个阶段展开:裂纹萌生和裂纹扩展。了解裂纹的起始位置和原因是防止它们的关键。
应力集中处的裂纹萌生
几乎所有的疲劳裂纹都始于应力集中,即局部放大所施加应力的几何特征。在钎焊接头中,这些是不可避免的。
最常见的萌生点是焊缝圆角趾部,即填充金属与母材表面相遇的点。尖锐或凹陷的焊角就像微观的缺口,集中了来自振动或热膨胀的应力。
其他萌生点包括内部缺陷,如空隙、气孔或助焊剂夹渣。这些缺陷充当内部缺口,在接头深处形成高应力区,裂纹很容易在那里形成。
材料性能不匹配的作用
钎焊接头连接了至少两种材料——母材和填充合金。它们的性能永远不会完全相同,这种不匹配是疲劳的主要驱动因素。
最关键的不匹配通常是热膨胀系数 (CTE)。当接头加热和冷却(热循环)时,具有不同 CTE 的材料以不同的速率膨胀和收缩。这会在界面处产生显著的内部应力,即使在没有外部载荷的情况下也是如此。
弹性模量和强度的差异也有影响。柔性更大的填充金属可能会比刚性母材发生更大的变形,从而在界面处产生应变集中,助长疲劳过程。
裂纹在接头中的扩展
一旦裂纹萌生,它会随着每一次载荷循环而扩展。裂纹的路径取决于所涉及材料的相对强度。
裂纹可能会直接穿过填充金属扩展,特别是当填充金属明显弱于或脆于母材时。或者,如果结合不良或界面处形成了脆性金属间化合物,裂纹可能会沿着填充金属与母材之间的界面扩展。
钎焊工艺如何引入弱点
理想的钎焊接头是完全均匀的,但加热和冷却过程的现实引入了可能成为薄弱点的固有特征。
残余应力
当钎焊接头组件从钎焊温度冷却时,不同材料的收缩速率不同。这会在接头中锁定残余应力。这些内置应力可能很大,会减少接头在疲劳裂纹萌生前所能承受的额外循环应力量。
脆性金属间化合物 (IMC)
在钎焊过程中,部分母材会溶解到液态填充金属中。冷却时,这可能在界面处形成新的、不同的金属间化合物 (IMC) 层。
虽然薄而分散良好的 IMC 层对于良好的冶金结合至关重要,但厚或连续的 IMC 层通常非常脆。它们充当预先存在的断裂路径,极大地降低了接头抵抗疲劳裂纹扩展的能力。
工艺相关缺陷
不正确的钎焊技术是易发生疲劳的缺陷的直接原因。填充金属不足会产生空隙,而不正确的接头清洁会导致助焊剂夹带。两者都充当显著的内部应力集中点,为疲劳裂纹的开始提供了理想的位置。
理解接头设计的权衡
设计抗疲劳钎焊接头需要平衡相互竞争的因素。不存在单一的“最佳”设计,只有针对特定应用的最佳设计。
接头间隙与强度
非常小的接头间隙可以通过毛细作用最大化接头的强度,但会使气体或助焊剂难以逸出,从而增加产生空隙的风险。较大的间隙会降低这种风险,但可能会导致强度较低的接头和更多的填充金属,如果填充金属是系统中的“薄弱环节”,这可能是一个问题。
填充金属强度与延展性
高强度填充金属似乎是理想的,但这些合金通常延展性较低(更脆)。更具延展性的填充金属可以通过轻微变形更好地适应热不匹配引起的应变,这可以提高热循环应用中的疲劳寿命。然而,这种延展性在承受高机械载荷时可能是一个缺点。
焊角几何形状与可制造性
大、光滑、凹陷的焊角是减少应力集中和提高疲劳寿命的理想选择。然而,在生产环境中实现这种完美的几何形状可能很困难且成本高昂,需要更多的填充金属和精确的工艺控制。
如何将其应用于您的项目
您的设计策略必须以接头将经历的主要疲劳类型为指导。
- 如果您的主要重点是抗热疲劳: 选择热膨胀系数 (CTE) 匹配紧密的填充金属和母材组合。
- 如果您的主要重点是抗机械疲劳: 优先考虑具有光滑、充足焊角的接头设计,并实施严格的工艺控制以消除内部空隙和助焊剂夹渣。
- 如果您的接头将承受热载荷和机械载荷: 选择一种可以吸收热应变的延展性填充金属,同时设计接头几何形状(例如搭接接头)以最大限度地减少填充金属本身承受的应力。
- 如果金属间脆性是一个问题: 精确控制您的钎焊时间和温度,以限制界面处 IMC 层的生长。
通过理解钎焊接头是一个复杂的系统,您可以超越简单地连接部件,开始设计持久、可靠的连接。
摘要表:
| 关键因素 | 对疲劳失效的影响 |
|---|---|
| 应力集中 | 在焊角趾部或缺陷处引发裂纹 |
| 材料性能不匹配 (CTE/模量) | 由热/机械循环产生内部应力 |
| 钎焊工艺缺陷 | 产生空隙、气孔或脆性金属间化合物,削弱接头 |
| 填充金属选择 | 平衡特定载荷条件下的强度与延展性 |
| 接头设计与几何形状 | 影响应力分布和裂纹扩展路径 |
自信地设计抗疲劳钎焊接头。 KINTEK 专注于提供先进的钎焊解决方案和实验室设备,帮助您优化接头设计、选择正确的材料并实施精确的工艺控制。无论您是处理热循环、机械载荷还是复杂的材料组合,我们的专业知识都能确保您的钎焊接头达到最高的耐用性和性能标准。立即联系我们的专家,讨论我们如何通过量身定制的解决方案和可靠的设备来支持您的特定应用需求。
图解指南