从核心来看,钎焊是一种金属连接工艺,通过熔化填充金属并使其流入接头,将两个或多个金属部件连接在一起。填充金属的熔点低于被连接金属的熔点,关键是,母材本身从未熔化。这个过程在部件之间形成一个坚固、永久且通常是防漏的结合。
虽然经常与焊接或软钎焊进行比较,但钎焊的真正目的是以最小的热应力创建高强度接头。这一独特的特性使其成为连接无法焊接的精密或异种材料的理想解决方案。
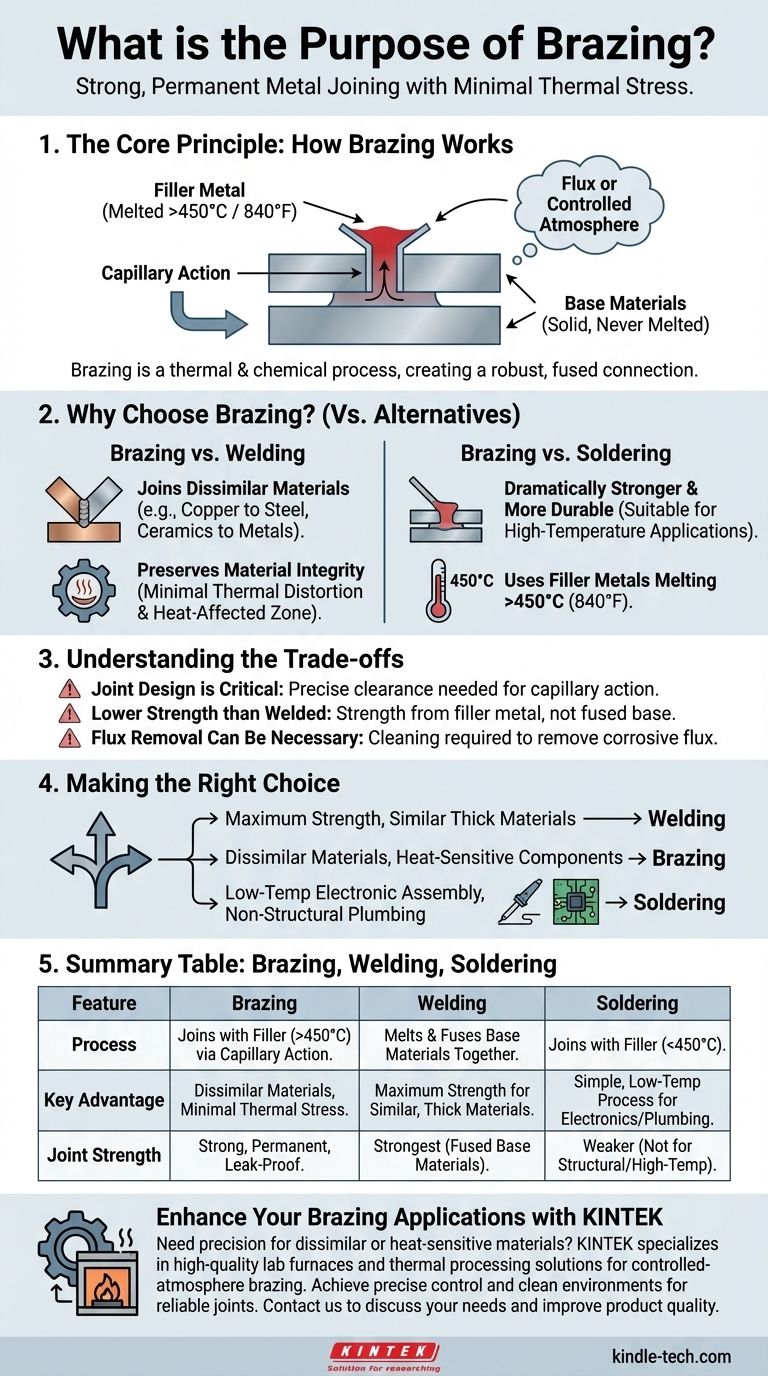
核心原理:钎焊如何工作
钎焊依赖于一个简单而强大的冶金原理。它不仅仅是“粘合”金属;它是一个热化学过程,可创建坚固、熔合的连接。
填充金属的作用
该工艺使用一种填充金属(通常称为钎焊合金),其熔点高于450°C(840°F),但低于被连接部件的熔点。加热时,这种填充金属会变成液体,而母材则保持固体状态。
毛细作用的力量
一旦熔化,填充金属通过一种称为毛细作用的现象被吸入母材之间紧密配合的间隙中。这与将水吸入窄管中的力相同。为了使其有效工作,接头必须设计成具有特定的、小的间隙。
助焊剂或气氛的重要性
金属表面必须清洁且无氧化物,填充金属才能正确结合。助焊剂是一种在加热前涂抹在接头上的化合物,它能清洁表面并防止形成新的氧化物。在工业环境中,这也可以通过在受控气氛炉中进行钎焊来实现。
为什么选择钎焊而不是其他方法?
理解钎焊的目的需要将其与替代方案进行比较。选择钎焊几乎总是一个基于材料特性和应用要求的深思熟虑的工程选择。
钎焊与焊接:连接异种材料
焊接通过熔化母材进行连接,这意味着它们必须具有兼容的熔点和冶金特性。钎焊最大的优势在于它能够连接异种材料,例如铜与钢,甚至是非金属(如陶瓷)与金属。
钎焊与焊接:保持材料完整性
焊接的高温会产生一个大的“热影响区”,这会使母材变形、翘曲并从根本上改变其性能。钎焊使用的热量显著减少,这最大限度地减少了热变形并保护了母部件的冶金性能。
钎焊与软钎焊:强度和温度的问题
软钎焊是一个类似的过程,但使用的填充金属熔点低于450°C(840°F)。虽然更容易操作,但软钎焊接头强度要弱得多,不能用于高温应用。钎焊接头强度显著更高且更耐用。
理解权衡
没有哪个过程是完美的。作为值得信赖的顾问意味着承认钎焊的局限性,以便您能够做出明智的决定。
接头设计至关重要
钎焊高度依赖于适当的接头设计。部件之间的间隙必须紧密且一致,以实现毛细作用。如果间隙过大或过小,接头将失效。
强度低于正确焊接的接头
对于相同的金属,一个正确执行的、熔合母材的焊接接头几乎总是比钎焊接头更坚固。钎焊的强度来自填充金属,而焊接的强度来自再结晶的母材。
可能需要清除助焊剂
如果使用化学助焊剂,它通常具有腐蚀性,并且在钎焊后必须从接头中完全清除。这个额外的步骤可能会增加制造过程的时间和复杂性。
为您的目标做出正确选择
选择正确的连接方法是一个关键的决策,它会影响成本、性能和可靠性。请使用以下指南来指导您的选择。
- 如果您的主要关注点是连接相似厚材料的最大强度:焊接通常是更优越、更直接的工艺。
- 如果您的主要关注点是连接异种材料(例如铜与钢)或热敏部件:钎焊提供必要的强度,同时保护母材的完整性。
- 如果您的主要关注点是低温电子组装或非结构性管道:软钎焊提供了一个足够、成本更低、更简单的解决方案。
最终,理解这些基本差异使您能够选择确保最终产品完整性和性能的连接工艺。
总结表:
| 特点 | 钎焊 | 焊接 | 软钎焊 |
|---|---|---|---|
| 工艺 | 通过毛细作用,用填充金属(熔点高于450°C/840°F)连接金属。 | 熔化并熔合母材。 | 用填充金属(熔点低于450°C/840°F)连接金属。 |
| 主要优势 | 适用于异种材料;最小的热应力/变形。 | 适用于相似厚材料的最大强度。 | 适用于电子产品/管道的简单、低温工艺。 |
| 接头强度 | 坚固、永久,通常防漏。 | 最坚固,来自熔合的母材。 | 较弱,不适用于结构或高温应用。 |
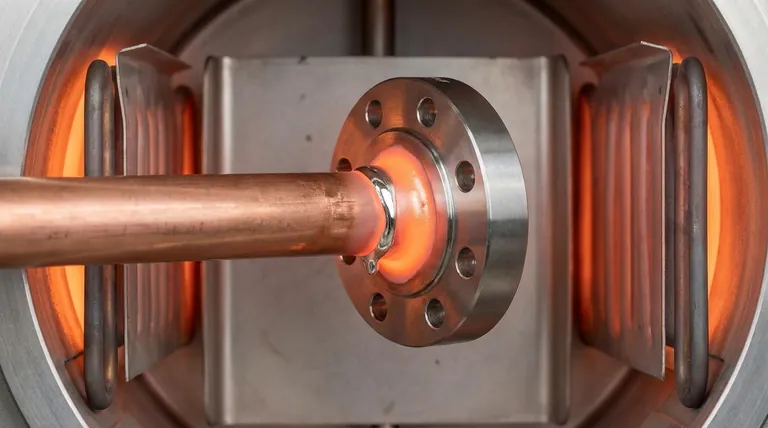
需要精确连接异种或热敏材料吗?
钎焊是一种复杂的加热工艺,需要合适的设备和专业知识来确保接头的完整性和性能。KINTEK专注于高质量的实验室炉和热处理解决方案,包括非常适合受控气氛钎焊的型号。
我们的设备可帮助您实现精确的温度控制和清洁环境,以获得坚固、可靠的钎焊接头。让我们的专家帮助您为您的特定材料和生产目标选择理想的炉子。
立即联系 KINTEL,讨论我们的热处理解决方案如何增强您的钎焊应用并提高您的产品质量。
图解指南