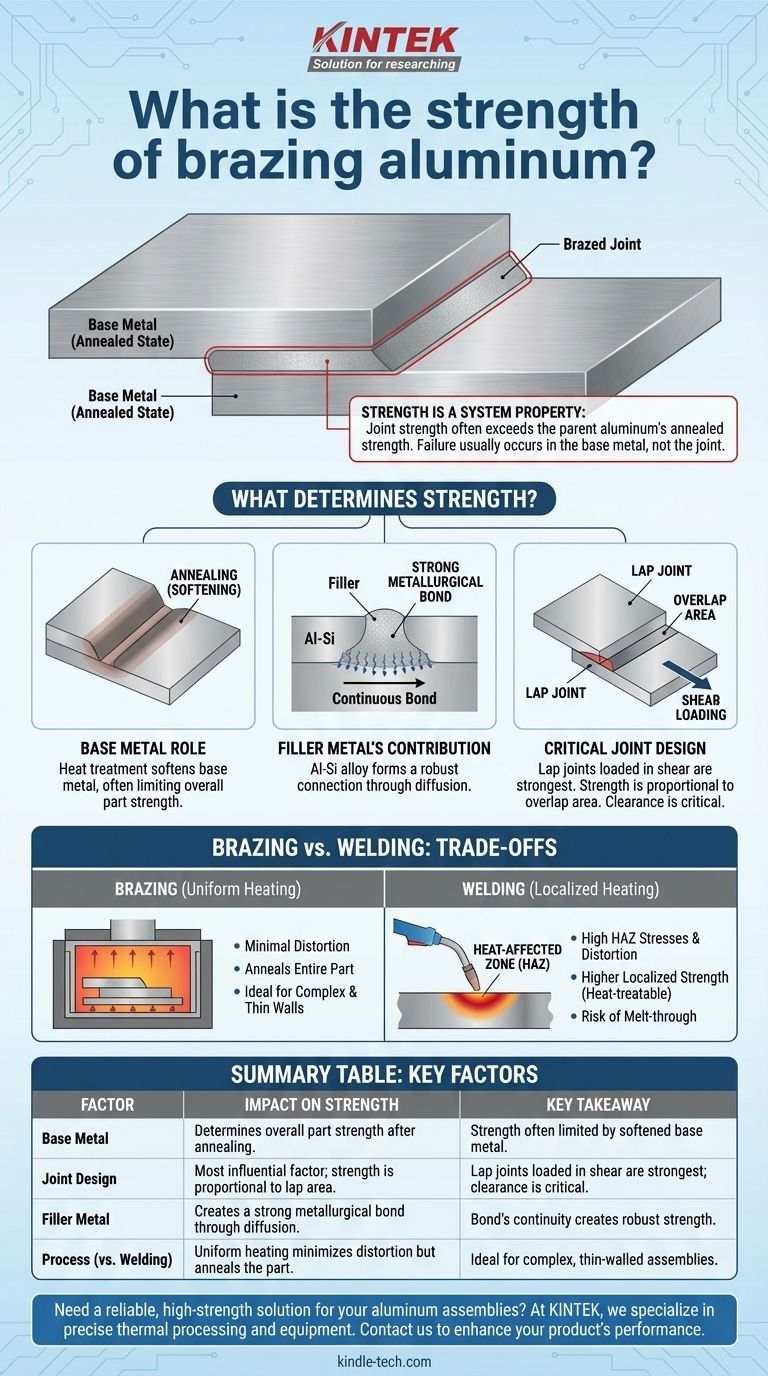
钎焊接头强度不是一个单一的固定值。在设计和执行得当的接头中,其剪切强度可以达到或超过母体铝合金退火(软化)状态下的强度。这意味着在破坏性测试中,母材通常会在钎焊接头本身之前失效。
理解的核心原则是:钎焊的强度并非仅来源于填充金属,而是来源于牢固的冶金结合与优化接头设计的结合。重点从填充金属的固有强度转移到分布在搭接接头大表面积上的剪切强度。
决定钎焊接头强度的因素是什么?
钎焊接头的最终强度是一个系统属性,由母材、填充金属和接头物理设计之间的相互作用决定。
母材的作用
钎焊发生在低于铝母材熔点的温度下,但该温度足以使其退火,退火是一种软化金属的热处理工艺。这是最需要理解的关键因素。
整个零件的强度通常受限于母体铝的退火强度,而不是钎焊接头。即使接头在技术上更强,部件也会在接头附近的软化区域弯曲或断裂。
填充金属的贡献
铝钎焊通常使用铝硅(Al-Si)合金作为填充金属。这种填充金属的熔点低于母材。
尽管填充合金本身不如许多高强度铝合金坚固,但其目的是润湿表面并通过扩散形成牢固、连续的冶金结合。这种结合在足够大的面积上铺展时,会形成极其稳固的连接。
接头设计的关键重要性
这是您可以控制的最有影响力的因素。钎焊接头在剪切载荷下时强度最高。试图将其用于纯拉伸(对接头)是糟糕的做法,会产生弱得多的结果。
最常见和最有效的结构是搭接接头,其中两个表面相互重叠。该接头的强度与重叠表面积成正比。搭接长度越长,接头越牢固。
接头间隙,即两个重叠部件之间的间隙,也至关重要。间隙太小会阻碍填充金属流动,而间隙太大可能导致空隙和强度降低。典型间隙范围在 0.002 至 0.006 英寸(0.05 至 0.15 毫米)之间。
理解权衡:钎焊与焊接
工程师经常权衡钎焊与焊接。选择对强度和制造有重大影响。
强度与热影响区(HAZ)
焊接会在局部产生强烈的热影响区(HAZ),这会显著改变母材在该小区域的性能。这可能导致高残余应力和变形。
钎焊,尤其是炉中钎焊,会均匀加热整个组件。这可以最大限度地减少变形,但会使整个部件退火,与钎焊前的调和状态相比,可能会降低其整体强度。然而,这种均匀性可能是一个显著的优势。
设计复杂性和材料厚度
钎焊在连接复杂、多接头的组件或壁很薄的部件(如热交换器)方面表现出色。温和、均匀的加热使得制造出焊接无法可靠实现的复杂且密封的结构成为可能。
它在连接不同厚度的铝材方面也更胜一筹,因为与焊接相比,熔穿较薄部分的风险要低得多。
后处理和热处理
对于可热处理的铝合金(如 6xxx 系列),可以进行钎焊后热处理(固溶处理和时效处理)以恢复母材原始强度的很大一部分。这会增加成本和复杂性,但对于高性能应用至关重要。
为您的应用做出正确的选择
要确定钎焊是否足够坚固,您必须评估您的设计目标。
- 如果您的主要重点是在简单、线性的接头中实现最大强度: 焊接可热处理合金并管理 HAZ 可能会产生更高的局部强度。
- 如果您的主要重点是制造复杂、密封的组件(如散热器或底盘): 钎焊是更优越的方法,通过正确的搭接接头设计可以最大化其强度。
- 如果您的主要重点是连接非常薄的材料或不同厚度的材料: 钎焊提供更好的热控制,通常是更可靠和结构更稳固的选择。
最终,从一开始就针对特定连接工艺进行设计是实现稳固可靠的铝组件的关键。
总结表:
| 因素 | 对强度的影响 | 关键要点 |
|---|---|---|
| 母材 | 决定退火后的整体零件强度。 | 强度通常受限于软化的母材,而非接头。 |
| 接头设计 | 最有影响力的因素;强度与搭接面积成正比。 | 剪切载荷下的搭接接头最强;接头间隙至关重要。 |
| 填充金属 | 通过扩散形成牢固的冶金结合。 | 在大面积上连续的结合形成了稳固的强度。 |
| 工艺(与焊接相比) | 均匀加热可最大限度地减少变形,但会使部件退火。 | 是热交换器等复杂、薄壁或密封组件的理想选择。 |
需要为您的铝组件提供可靠、高强度的解决方案吗?
钎焊是制造热交换器、散热器和底盘等复杂、密封组件的优越方法。在 KINTEK,我们专注于实现最佳钎焊接头强度和完整性所需的精确热处理和设备。我们的专业知识确保您的实验室或生产设施能够可靠地连接即使是薄的或不同材料的部件。
立即联系 KINTEK,讨论我们的钎焊解决方案如何提高您产品的性能和可靠性。
图解指南