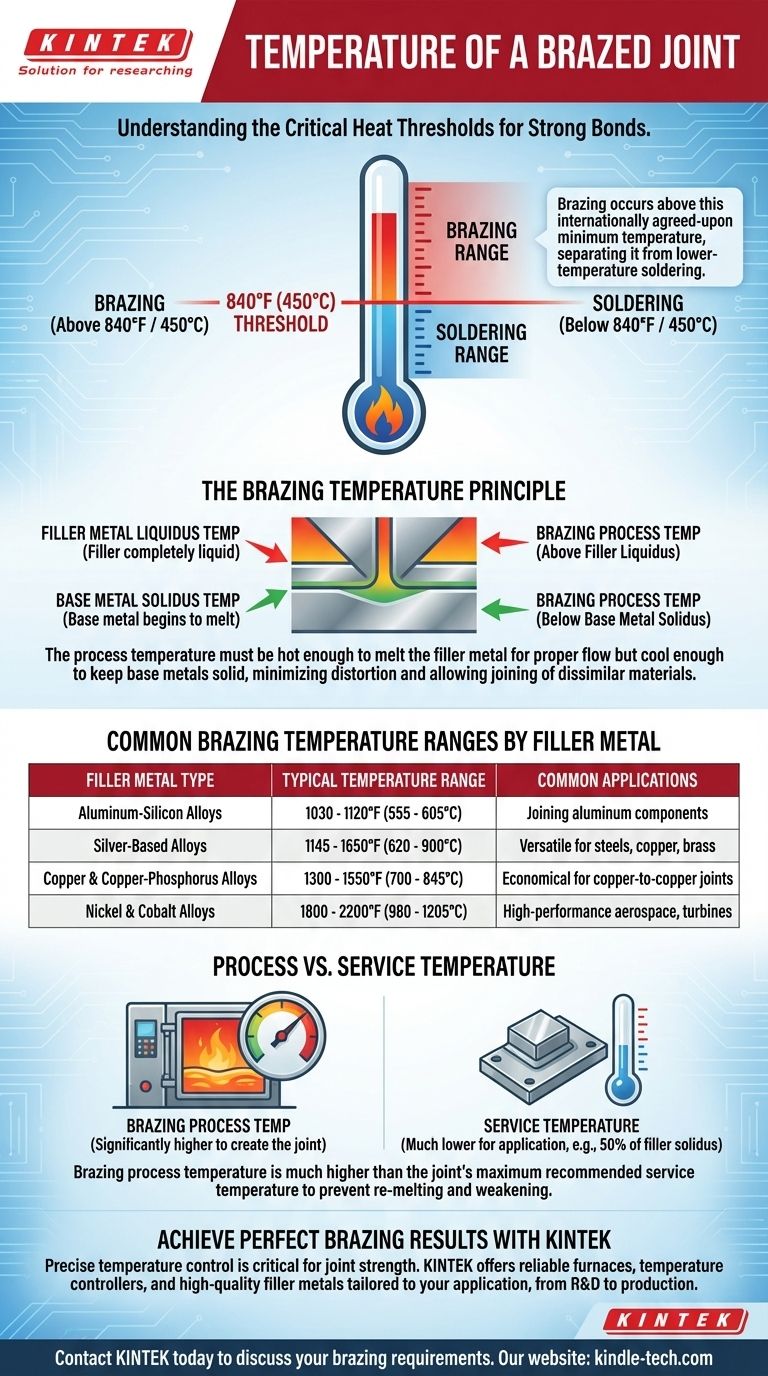
钎焊接头的温度取决于所使用的特定钎料,但该过程始终发生在高于 840°F (450°C) 的温度下。这个最低温度是国际公认的将钎焊与低温钎焊(soldering)区分开来的阈值。实际的钎焊温度会略高于焊料合金的熔点,但始终低于待连接工件的熔点。
钎焊中的临界温度不是一个单一值,而是由所选钎料决定的特定范围。该过程必须足够热以熔化焊料,但又足够冷以保持母材固态,这一原则使其与焊接在根本上区分开来。
温度在钎焊中的决定性作用
了解所涉及的温度是理解整个钎焊过程的核心。它决定了从材料选择到接头最终强度的所有方面。
840°F (450°C) 阈值
该温度是钎焊和低温钎焊之间的官方界限。任何使用熔点低于此点的焊料的过程都是低温钎焊(soldering);任何高于此过程的都是钎焊(brazing)。
焊料的液相线温度
每种钎焊焊料合金都有一个液相线温度,即其完全液化的点。为确保焊料通过毛细作用力正确流入接头,钎焊过程温度必须设置在略高于焊料液相线的位置之上。
保持在母材固相线温度以下
相反,每种材料都有一个固相线温度,即它开始熔化的点。钎焊的一个核心原则是过程温度必须安全地保持在待连接金属固相线温度的下方。这可以防止母材熔化,从而最大限度地减少热变形,并使得连接异种金属成为可能。

按焊料分类的常见钎焊温度范围
所需的温度直接取决于焊料的成分。不同的合金用于不同的母材和应用,每种都有其自身的工作范围。
铝硅合金
这些焊料用于连接铝制部件。它们的低熔点对于避免熔化熔点相对较低的铝母材至关重要。
- 典型范围: 1030 - 1120°F (555 - 605°C)
银基合金
通常被称为“银焊料”(技术上的误称),它们是用于连接钢、铜和黄铜的最通用和最广泛使用的焊料之一。
- 典型范围: 1145 - 1650°F (620 - 900°C)
铜和铜磷合金
这些是经济的选择,主要用于铜与铜(通常无需助焊剂)或其他铜基合金(如黄铜和青铜)的连接。
- 典型范围: 1300 - 1550°F (700 - 845°C)
镍和钴合金
这些焊料用于航空航天发动机和工业涡轮机等高性能应用中,在高温下提供卓越的强度和耐腐蚀性。
- 典型范围: 1800 - 2200°F (980 - 1205°C)
理解权衡:工艺温度与使用温度
一个常见的混淆点是形成接头所需的温度与接头在最终应用中可以承受的温度之间的区别。
工艺温度与工作温度
钎焊工艺温度总是明显高于接头的最高推荐使用温度。焊料在冷却时会重新凝固,但它会在达到原始熔点之前很久就开始失去强度并软化。
经验法则
作为一般准则,钎焊接头的使用温度不应超过焊料固相线温度的 50%。对于关键应用,这必须由焊料制造商的规格进行验证。
过热的风险
超过适当的钎焊温度或过于接近母材的熔点可能会导致重大问题。这些问题包括部件变形、金属中出现不良的晶粒长大,甚至部件完全失效。精确的温度控制至关重要。
为您的应用做出正确的选择
选择正确的钎焊温度是使焊料与母材以及最终产品的要求相匹配的问题。
- 如果您的主要重点是连接常见的金属,如铜或钢: 从银基焊料开始,它们提供 1145-1650°F (620-900°C) 的通用温度范围,适用于大多数通用工作。
- 如果您的主要重点是连接对热敏感或异种材料: 选择液相线温度尽可能低但仍能满足强度要求的焊料,以最大限度地减少对部件的热应力。
- 如果您的主要重点是高性能航空航天或涡轮机应用: 您必须在受控气氛中使用镍或钴基合金,这需要超过 1800°F (980°C) 的工艺温度才能达到所需的强度。
掌握钎焊始于理解温度不仅仅是一个设置,而是控制冶金结合本身的钥匙。
摘要表:
| 焊料类型 | 典型钎焊温度范围 | 常见应用 |
|---|---|---|
| 铝硅合金 | 1030 - 1120°F (555 - 605°C) | 连接铝制部件 |
| 银基合金 | 1145 - 1650°F (620 - 900°C) | 钢、铜、黄铜的通用连接 |
| 铜和铜磷 | 1300 - 1550°F (700 - 845°C) | 铜对铜连接的经济选择 |
| 镍和钴合金 | 1800 - 2200°F (980 - 1205°C) | 高性能航空航天、涡轮机 |
通过 KINTEK 实现完美的钎焊效果
选择正确的钎焊温度对于接头强度和完整性至关重要。无论您是处理敏感的铝制部件还是高温镍合金,KINTEK 在实验室设备和耗材方面的专业知识都能确保您拥有成功所需的精确工具和材料。
我们提供可靠的炉子、温度控制器和高质量的焊料,以满足您的特定应用需求——从研发到生产。让我们的团队帮助您优化钎焊过程,以获得卓越、可重复的结果。
立即联系 KINTEK 讨论您的钎焊要求,并发现我们的解决方案如何增强您实验室的能力。
图解指南