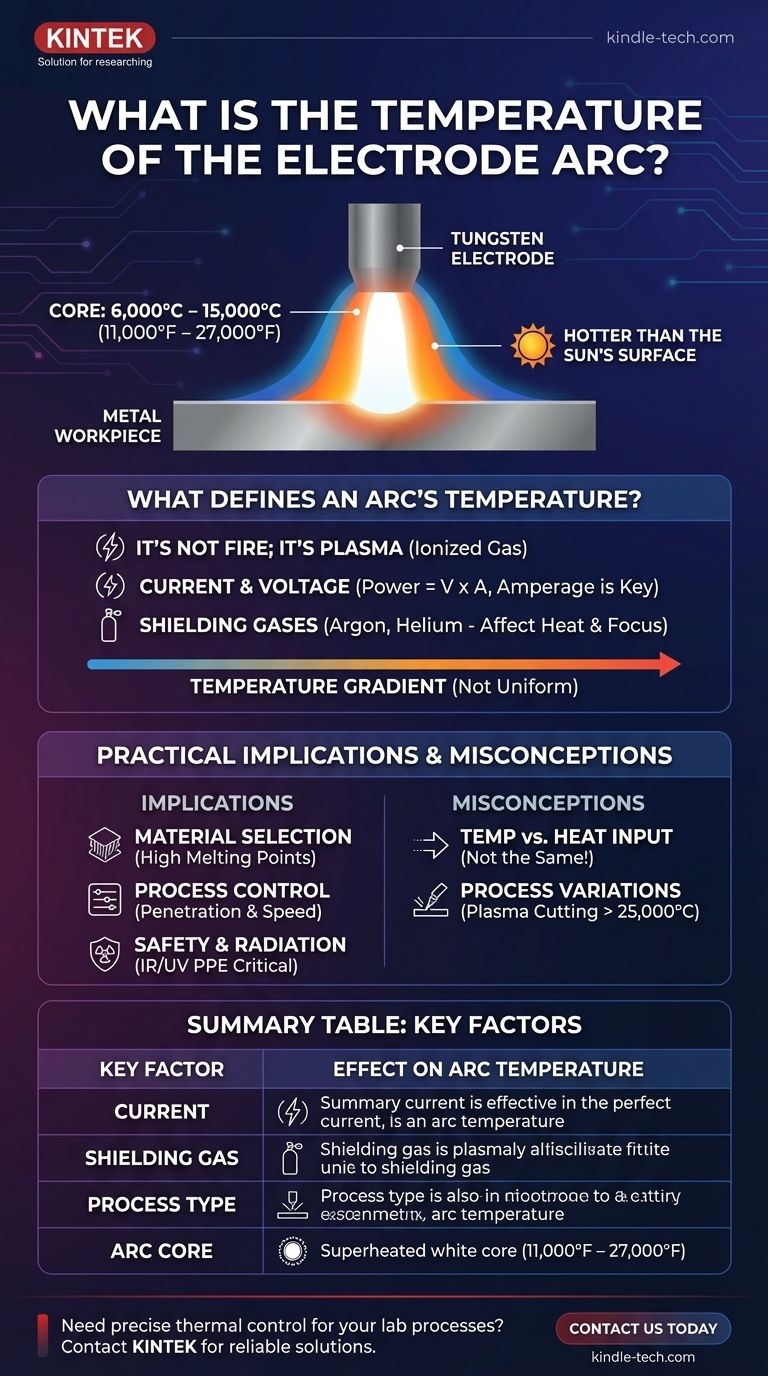
电弧的温度极高,电极弧的核心温度通常在 6,000°C 到 15,000°C 之间(约 11,000°F 到 27,000°F)。这个温度比太阳表面还要热,但它不是一个固定值,而是根据具体的工艺、电气设置和所涉及的气体而有很大差异。
电极弧的巨大温度不是一个静态值,而是其产生的等离子体的动态特性。理解电弧意味着将焦点从单一数字转移到控制其能量的因素上:电流、电压和周围的气体环境。
是什么决定了电弧的温度?
电极弧的极端高温不是燃烧或燃烧的产物。它是由等离子体的产生和电流的流动驱动的基本物理现象。
这不是火焰;这是等离子体
电弧是通过气体持续的电放电,产生一柱过热的、电离的气体,即等离子体。
这种等离子体是物质的第四态,原子中的电子被剥离。强烈的热能是这种高能状态的直接结果。
电流和电压的作用
电弧输送的能量是其功率的函数(功率 = 电压 x 电流)。
电流(安培数)对温度的影响最为显著。增加电流会迫使更多的电子通过等离子体柱,增加碰撞并产生更强的热量。
保护气体的影响
在焊接等工艺中,使用氩气、氦气或二氧化碳等保护气体来保护电弧和熔融材料。
这些气体不是惰性的旁观者;它们具有不同的热特性。例如,氦气具有高导热性,产生的电弧更宽、更热,而氩气产生的电弧更集中、更稳定。
温度梯度,而非单一数值
电弧的温度不是均匀的。它有一个极其炽热的中心核心或等离子体柱,在那里可以找到最高温度。
这个核心周围是较冷的外部层。当引用温度时,几乎总是指该中心柱内的最高温度。
了解实际意义
电弧的温度不仅仅是一个学术数字;它直接决定了电弧在实际应用中的表现,从连接金属到确保操作员安全。
对材料选择的影响
熔化甚至汽化任何已知金属的能力是电弧温度的直接结果。
这就是为什么电极材料(如钨)必须具有极高的熔点。它还决定了哪些母材可以被有效焊接或切割。
对过程的控制
在焊接中,控制电弧能量是操作员控制结果的方式。
通过提高安培数获得的更热的电弧,会导致对母材的更深渗透。较冷的电弧渗透性较低,适用于薄材料或精细工作。
安全与辐射
一个比太阳表面还热的环境会释放出巨大的能量,不仅以热量的形式,还以强烈的红外线 (IR) 和紫外线 (UV) 辐射的形式。
这种辐射是造成“电焊工闪光”(电弧眼)和皮肤灼伤的原因,使得适当的个人防护装备 (PPE) 绝对至关重要。
应避免的常见误解
要真正掌握涉及电弧的工艺,关键在于超越简单的温度数据,理解热传递的细微差别。
混淆电弧温度与热输入
非常热的电弧并不一定意味着更多的热量传递到了工件上。
热输入是功率和移动速度的函数。一个快速移动的高温电弧传递给材料的总热量可能少于一个移动较慢的较冷电弧,这是控制变形的一个关键因素。
假设所有电弧都一样
不同的工艺使用不同类型的电弧。TIG 焊接电弧专为精度和稳定性而设计。
相比之下,等离子切割电弧被强制通过一个小的、收缩的喷嘴。这极大地提高了等离子体的温度和速度,使其能够喷射穿过金属,而不仅仅是熔化它。这些电弧的温度可能超过 25,000°C (45,000°F)。
将此应用于您的目标
您的目标决定了哪些电弧特性最重要。了解温度与性能之间的联系,使您能够根据任务调整工艺。
- 如果您的主要重点是实现焊接中的深层熔透: 您需要最大化电弧核心的能量密度,通常通过增加安培数并使用具有高导热性的保护气体(如氦气混合物)来实现。
- 如果您的主要重点是高速材料切割: 目标是最大化的温度和等离子体速度,这就是等离子切割系统使用收缩的孔口和高气体压力来产生超热、聚焦射流的原因。
- 如果您的主要重点是控制薄材料的变形: 您需要通过使用较低的安培数和较快的移动速度来最小化总热输入,即使核心电弧温度保持很高。
最终,掌握电弧来自于将其理解为一个可控的高能等离子体柱,而不仅仅是一个简单的热源。
摘要表:
| 关键因素 | 对电弧温度的影响 |
|---|---|
| 电流(安培数) | 电流越大,温度显著升高。 |
| 保护气体(例如,氩气、氦气) | 气体的热特性会改变电弧的焦点和热量。 |
| 工艺类型(例如,TIG 与等离子切割) | 等离子切割电弧的温度可能超过 25,000°C。 |
| 电弧核心与外层 | 温度是一个梯度,而不是一个单一的均匀值。 |
您的实验室工艺需要精确的热控制吗? 无论您的目标是材料连接、切割还是高温研究,理解和管理极端高温都至关重要。KINTEK 专注于实验室设备和耗材,以可靠的热应用解决方案服务于实验室需求。让我们的专家帮助您选择正确的设备,以实现卓越的结果并提高您实验室的效率。立即联系我们,讨论您的具体要求!
图解指南
相关产品
- 电化学实验电极夹具
- 金属圆盘电极 电化学电极
- 电化学实验用电极抛光材料
- 旋转铂圆盘电极,用于电化学应用
- RRDE 旋转圆盘(圆环圆盘)电极 / 兼容 PINE、日本 ALS、瑞士 Metrohm 玻碳铂