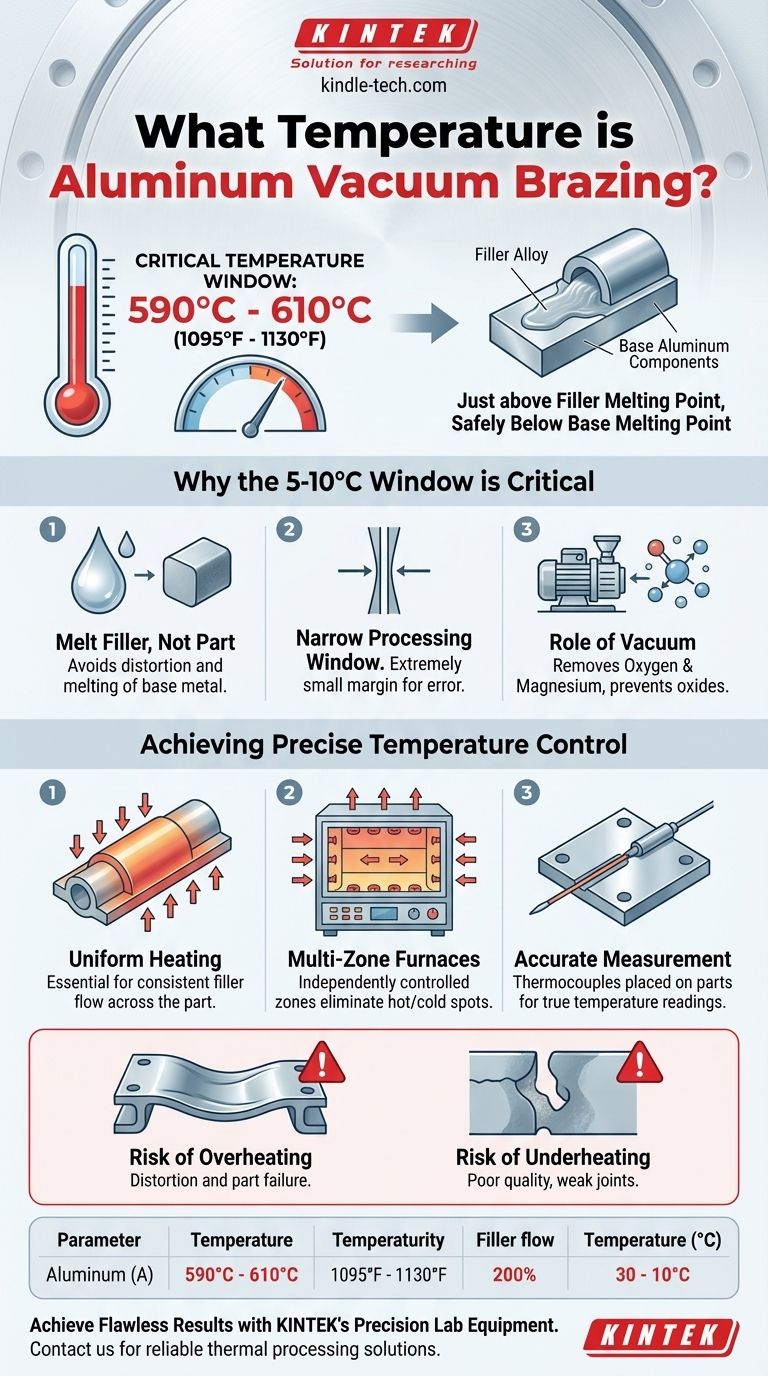
简而言之,铝真空钎焊通常在非常窄的温度范围内进行,一般在 590°C 到 610°C(1095°F 到 1130°F)之间。选择这个精确的温度是为了使其略高于填充合金的熔点,但安全地低于待连接铝部件的熔点。
铝真空钎焊的核心挑战不仅仅是达到特定温度,而是在极小的窗口内保持整个部件的绝对均匀性。成功取决于在不使基体铝变形或熔化的情况下熔化填充材料。
为什么这个特定的温度窗口至关重要
整个钎焊过程依赖于填充金属和基体金属之间精心控制的热间隙。对于铝来说,这个间隙非常小,使得精度至关重要。
熔化填充物,而不是部件
钎焊通过熔化填充材料(钎焊合金)来工作,该材料通过毛细作用流入两个或多个基体部件之间的接头。
温度必须足够高,以使填充合金完全液化,使其能够自由流动并在冷却时形成牢固的冶金结合。
至关重要的是,这个温度必须保持在基体铝的“固相线”温度以下,固相线是基体金属本身开始熔化的点。
狭窄的加工窗口
钎焊温度策略性地设置在填充物的液相线(其完全液化的温度)和基体金属的固相线之间。
对于常见的铝钎焊设置(例如,使用AA4047铝硅填充物),这个操作窗口可能窄至5-10°C。这几乎没有犯错的余地。
真空的作用
在这些高温下在真空环境中操作主要有两个功能。
首先,它去除氧气,防止形成铝氧化物,否则这些氧化物会阻止填充材料润湿表面并形成结合。
其次,它去除镁,镁是许多铝合金中的合金元素,在钎焊温度下会蒸发。如果真空不去除,这种镁蒸气会干扰钎焊过程。

实现精确的温度控制
正如参考材料所强调的,如果温度不均匀,那么达到正确的温度就毫无价值。部件上仅几度的温差就可能导致彻底失败。
均匀加热的必要性
如果组件的某个区域比另一个区域更热,那么薄的部分可能会在较厚的部分甚至达到所需的钎焊温度之前熔化。
这种均匀性确保填充材料同时在所有接头处均匀活化和流动。
多区炉
现代真空炉通过使用多个独立控制的加热区来实现这种均匀性。
这些区域围绕着部件,复杂的控制系统调节每个区域的功率,以消除热点或冷点,确保整个组件以一致的速度加热和冷却。
精确的温度测量
为了控制过程,热电偶被策略性地放置在部件本身上或附近,而不仅仅是在一般的炉腔内。
这提供了部件温度的真实读数,允许控制系统将加热元件温度尽可能地保持在目标值附近,而不会使部件表面过热。
了解权衡和风险
铝钎焊的狭窄加工窗口带来了必须通过精确过程控制来管理的重大风险。
过热风险
超过基体金属的固相线温度,即使是短时间,也会导致部件变形、下垂或熔化。这是一种灾难性的故障,导致部件报废。
欠热风险
未能达到填充合金的液相线温度将导致质量差的接头。填充物将无法正确流动,导致空隙、不完全结合(“未填充”)和结构上不可靠的最终产品。
部件几何形状带来的复杂性
同时具有非常厚和非常薄部分的组件尤其具有挑战性。薄的部分加热速度快得多,增加了在等待厚的部分达到目标温度时过热的风险。这需要精心编程且通常较慢的加热循环。
为您的目标做出正确选择
成功钎焊铝的关键不在于单一的温度数字,而在于完美地执行完整的热曲线。
- 如果您的主要重点是过程可靠性:投资于现代化的多区真空炉,配备精确的热电偶控制,以保证温度均匀性。
- 如果您的主要重点是接头质量:确保您选择的填充合金和基体合金兼容,提供一个可行的(即使很窄)温度窗口。
- 如果您的主要重点是零件设计:尽可能设计厚度均匀的零件,因为这简化了加热过程并大大降低了故障风险。
最终,精度是指导所有成功铝真空钎焊操作的不可协商的原则。
总结表:
| 参数 | 典型范围 | 关键考量 |
|---|---|---|
| 钎焊温度 | 590°C - 610°C (1095°F - 1130°F) | 必须高于填充物液相线,低于基体金属固相线 |
| 温度窗口 | 5-10°C (窄) | 需要精确的炉控 |
| 主要挑战 | 部件间的均匀加热 | 防止变形并确保填充物完全流动 |
| 常用填充合金 | AA4047 (铝硅) | 为基体铝提供最佳熔化特性 |
使用 KINTEK 精密实验室设备,实现完美的铝钎焊效果。我们的先进真空炉具有多区加热和精确的温度控制,专为铝钎焊等具有挑战性的工艺而设计。我们为需要可靠热处理解决方案的实验室和制造工厂提供服务。
立即联系我们,讨论我们的设备如何帮助您保持成功铝真空钎焊操作所需的关键温度均匀性。
图解指南