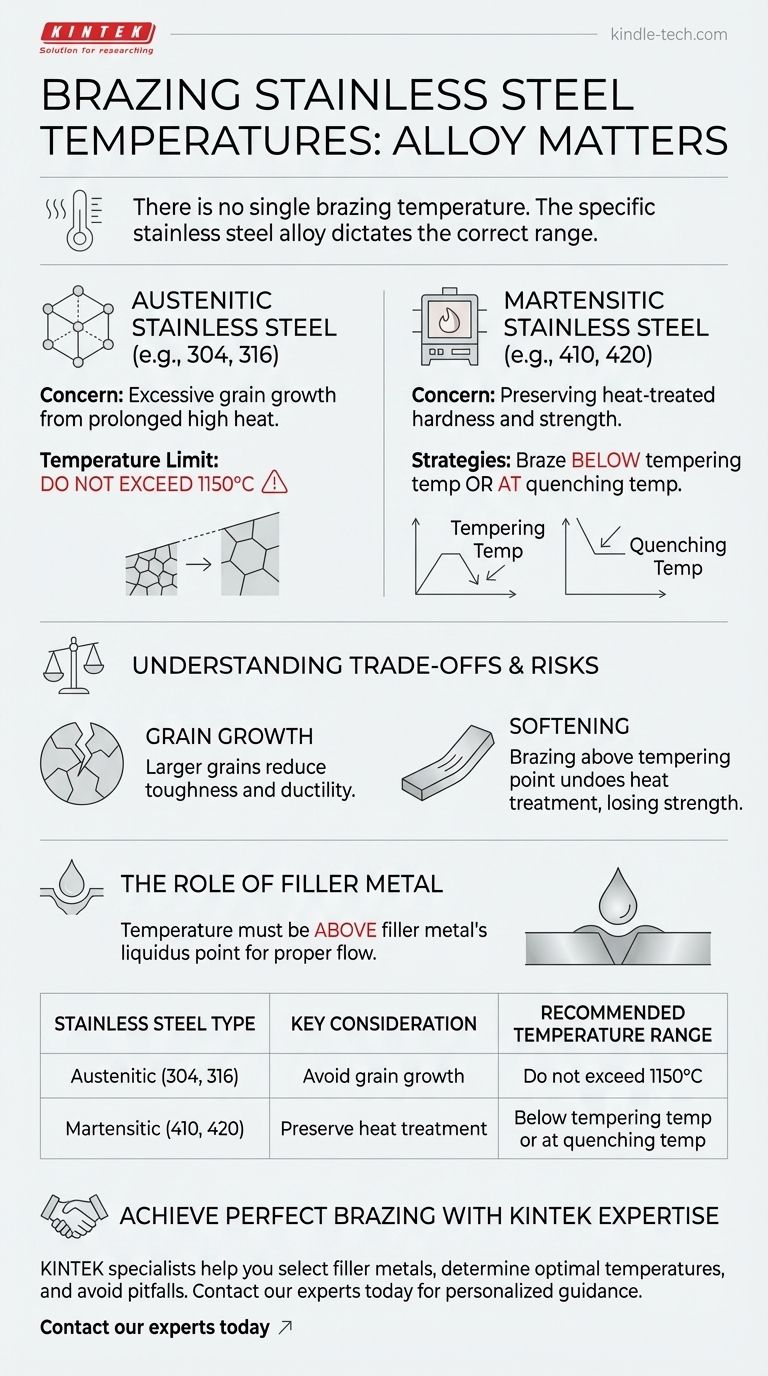
不锈钢没有单一的钎焊温度。正确的温度取决于您使用的不锈钢合金的具体类型,因为不同系列具有必须保持的独特冶金特性。对于奥氏体等级,温度不应超过 1150°C,以防止强度降低;而对于马氏体等级,温度必须与其特定的热处理要求保持一致。
核心原则是钎焊温度必须足够高以熔化填充金属,但又足够低,以避免损害母材的固有强度和结构。这意味着决定温度的是特定的合金,而不是工艺。
为什么不锈钢类型至关重要
“不锈钢”是一个广泛的合金类别,每个类别都有不同的内部结构和对热量的反应。了解您的材料属于哪个系列是确定正确钎焊温度的第一步,也是最重要的一步。
对于奥氏体不锈钢(例如 304、316)
奥氏体不锈钢是最常见的类型。它们不能通过热处理进行硬化。
钎焊这些合金时,主要关注点是晶粒过度长大。加热时间过长或温度过高会导致内部晶体晶粒增大,从而降低材料的韧性和延展性。
因此,奥氏体不锈钢钎焊的加热温度不应超过 1150°C。
对于马氏体不锈钢(例如 410、420)
马氏体不锈钢是可硬化的,这意味着它们的强度是通过淬火和回火的特定热处理循环来实现的。施加错误的钎焊温度很容易破坏这些性能。
您有两种主要的策略来选择钎焊温度:
-
在回火温度以下钎焊:这是保持材料现有硬度的最安全方法。您必须使用工作温度低于零件最终回火温度的钎焊填充合金。这可以防止母材软化。
-
在淬火温度下钎焊:这种先进的技术将钎焊与硬化过程结合起来。将零件加热到其淬火(奥氏化)温度,进行钎焊,然后将组件作为一个整体进行淬火。这需要仔细选择高温填充金属。

了解权衡和风险
选择钎焊温度是一种平衡行为。理想的温度必须足够高,以便填充金属能够正确流动,但又足够低,以保护不锈钢。
高温的风险:晶粒长大
如奥氏体钢所述,过高的热量会导致晶粒结构增大。这可能使材料在应力下更容易开裂,即使钎焊接头本身很牢固。
温度不正确的风险:软化
对于可硬化的马氏体合金,这是最关键的风险。如果您在高于材料回火点的温度下钎焊,您实际上会消除热处理效果,导致最终零件的强度和硬度显著下降。
填充金属的作用
钎焊填充金属的选择与温度密不可分。必须在高于填充金属液相线温度(完全熔化的温度)的温度下进行钎焊过程,以确保填充金属正确流动并润湿接头。
这意味着您必须首先确定不锈钢的温度限制,然后选择一种在安全温度范围内正常工作的填充合金。
为您的应用做出正确的选择
您的目标决定了您的策略。您选择的温度必须与最终组件的预期性能和加工步骤保持一致。
- 如果您的主要重点是保持热处理部件的现有强度:选择低温填充合金,并确保您的钎焊循环远低于马氏体钢的回火温度。
- 如果您的主要重点是钎焊常见的、不可硬化的部件(奥氏体):选择一种在 1150°C 以下自由流动的填充料,以获得牢固的接头,而不会危及母材的晶粒长大。
- 如果您的主要重点是工艺效率:考虑使用与马氏体合金的淬火温度相匹配的高温填充料,将钎焊和硬化步骤结合起来。
将钎焊温度视为特定合金的函数,可以确保接头牢固且母材不受影响。
摘要表:
| 不锈钢类型 | 关键考虑因素 | 推荐温度范围 |
|---|---|---|
| 奥氏体 (304, 316) | 避免晶粒长大 | 不超过 1150°C |
| 马氏体 (410, 420) | 保持热处理效果 | 低于回火温度或在淬火温度下 |
利用 KINTEK 的专业知识实现完美的不锈钢钎焊效果。
钎焊不锈钢需要精确的温度控制,以避免损坏母材,同时确保牢固可靠的接头。作为实验室设备和耗材专家,KINTEK 为您掌握这一关键过程所需的技术和支持。
我们的团队可以帮助您:
- 为您的特定不锈钢合金选择正确的填充金属
- 确定最佳钎焊温度以保持材料性能
- 避免晶粒长大和软化等常见陷阱
不要妥协您的不锈钢部件——立即联系我们的专家,获取针对您实验室需求的钎焊温度和技术方面的个性化指导。
图解指南