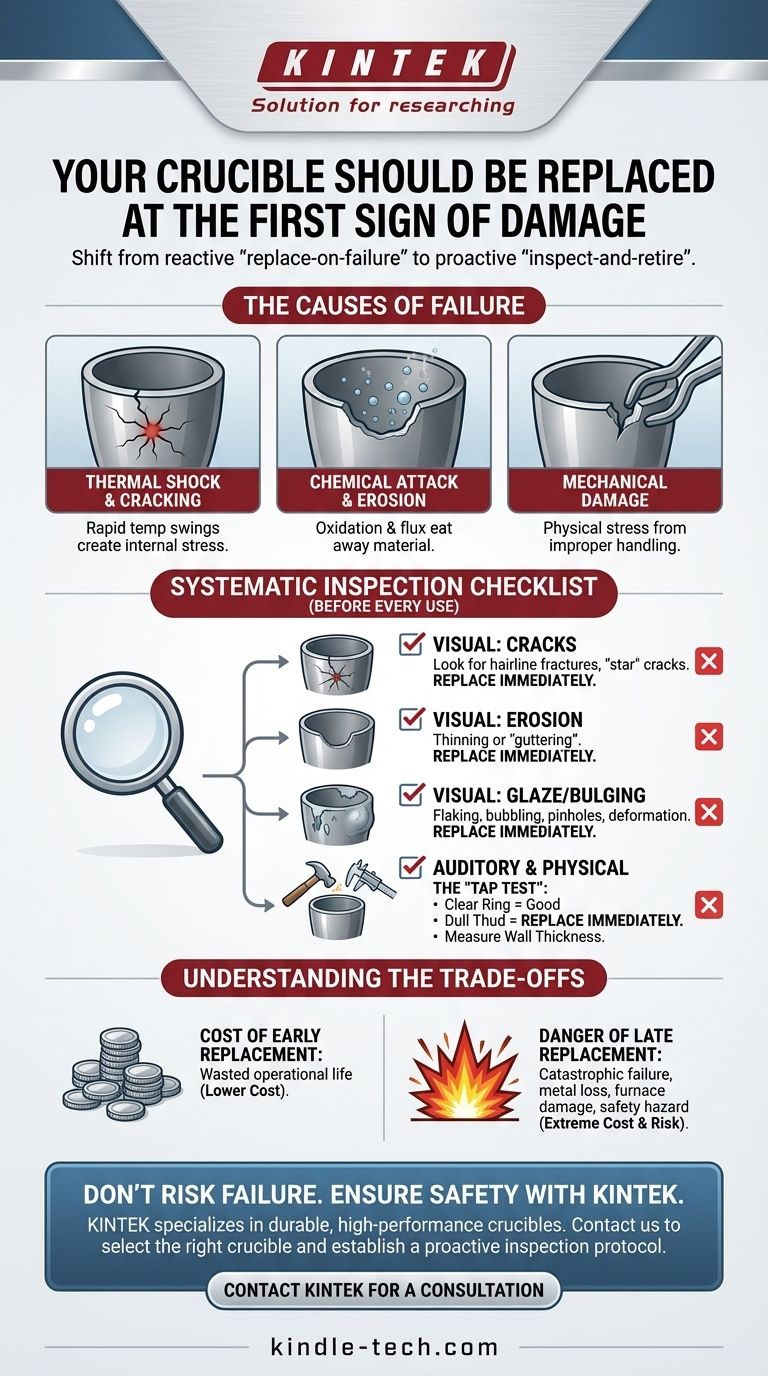
一旦出现明显的物理损坏迹象或在使用预定次数后,您就应该更换坩埚。坩埚不是一个可以挑战极限的部件,因为故障既危险又昂贵。更换的关键指标包括可见裂纹、壁部严重侵蚀、鼓包或敲击时发出的声音发生变化。
核心原则是从被动的“故障后更换”心态转变为主动的“检查并退役”方案。每次使用前进行系统检查是确保安全、防止金属损失和保护熔炉最有效的策略。
坩埚失效的原因
要知道何时更换坩埚,您必须首先了解是什么导致其磨损。故障很少是突然发生的;它是累积应力和降解的最终结果,主要来自三个方面。
热冲击和开裂
坩埚承受着巨大的温度波动,加热时膨胀,冷却时收缩。如果这个过程发生得太快,材料无法均匀膨胀,产生内部应力,从而导致裂纹。这是过早失效的最常见原因。
化学侵蚀和腐蚀
在高温下,坩埚表面会与空气中的氧气和熔体中具有腐蚀性的助熔剂发生反应。这种氧化和化学侵蚀会慢慢腐蚀坩埚材料,使壁变薄,降低其结构完整性,尤其是在熔融金属线处。
机械损坏
使用不合适的坩埚钳、粗暴地装载重型锭子或敲掉炉渣等物理应力都可能造成局部损坏。一个小缺口或凹槽在热应力下很容易成为主要裂纹的起点。

系统检查清单
每次使用前都执行这些检查。这不到一分钟,是防止灾难性故障的最佳防御措施。
目视检查:要寻找什么
- 裂纹:检查内部和外部是否有任何细微裂纹。垂直裂纹是一个主要问题,但也要检查底部是否有从中心辐射的“星形”裂纹。
- 侵蚀或“凹槽”:密切关注典型熔融金属线所在区域。此处可见的凹槽或变薄的带状区域是一个严重的警告信号。
- 釉面状况:健康的碳化硅坩埚会形成绿色或黑色的釉面。这是正常的且具有保护作用。但是,如果该釉面出现剥落、起泡或有针孔,则表明底层材料正在降解。
- 变形或鼓包:如果坩埚壁看起来向外鼓出,则其结构完整性已受损。必须立即退役。
物理和听觉检查
- “敲击测试”:这是一个简单但非常有效的测试。用木制或塑料物体轻轻敲击坩埚侧面。一个完好的坩埚会发出清晰、高音的响声。
- 开裂的坩埚会“发出沉闷声”:带有隐藏裂纹的坩埚会发出沉闷、低沉的“咚”声。这种差异是显而易见的,是立即丢弃坩埚的信号。
- 壁厚:对于生产环境,定期用卡尺测量壁厚可以提供磨损的定量数据,帮助您建立可预测的更换周期。
理解权衡
决定何时退役坩埚是在成本和安全之间取得平衡,但天平并非均等。
过早更换的成本
过早更换坩埚的唯一缺点是该单元的使用寿命被浪费了。这直接转化为更高的单次熔炼成本。虽然这是一个合理的担忧,但与另一种情况相比,它相形见绌。
更换太晚的危险
坩埚故障的后果是严重的。它们包括熔融金属料全部损失、熔炉内衬和线圈的严重损坏,以及最重要的是,熔融金属泄漏带来的极端安全隐患。发生故障的财务和物理风险总是大于新坩埚的成本。
为您的铸造厂做出正确的选择
您的方法应以您的操作目标和风险承受能力为指导。使用日志记录每个坩埚的熔炼次数,以确定您特定工艺的基准寿命。
- 如果您的主要重点是最大程度的安全(特别是对于业余爱好者):要非常保守,在出现任何疑虑或可见磨损的迹象时立即退役坩埚。
- 如果您的主要重点是生产环境中的成本效益:实施严格的日志记录和检查计划,以便在坩埚开始出现严重磨损之前,根据设定的熔炼次数将其退役。
- 如果您经常出现过早失效的情况:问题几乎肯定出在您的工艺上。立即审查并改进您的预热、装料和操作程序。
将坩埚视为关键的可检查工具,而不是一次性容器,您就能直接控制整个熔炼操作的安全性和效率。
摘要表:
| 检查项目 | 要寻找什么 | 操作 |
|---|---|---|
| 目视:裂纹 | 内部/外部的细微裂纹或星形裂纹 | 立即更换 |
| 目视:侵蚀 | 金属线处变薄或出现“凹槽” | 立即更换 |
| 目视:釉面 | 釉面剥落、起泡或有针孔 | 立即更换 |
| 听觉:敲击测试 | 发出沉闷的“咚”声而不是清晰的响声 | 立即更换 |
| 物理:鼓包 | 壁部向外变形 | 立即更换 |
不要拿危险的坩埚故障冒险。 KINTEK 专注于高性能实验室设备和耗材,包括专为安全和长寿命设计的耐用坩埚。我们的专家可以帮助您为您的特定熔炼工艺选择合适的坩埚,并建立积极的检查方案,以保护您的熔炉和人员。
立即联系 KINTELK 进行咨询,确保您的熔炼操作安全高效。
图解指南
相关产品
- 工程高级陶瓷氧化铝坩埚(Al2O3),用于热分析TGA DTA
- 电子束蒸发镀膜无氧铜坩埚和蒸发舟
- 工程高级陶瓷氧化铝坩埚带盖圆柱形实验室坩埚
- 带盖氧化铝Al2O3陶瓷坩埚半圆形舟皿,适用于工程先进陶瓷
- 电子束蒸发镀金 钨钼坩埚









