对抗大气的无形战争
在高真空冶金领域,我们本质上是在与自然作战。自然厌恶真空;它渴望涌入、氧化和平衡。
你的真空炉就是你的盾牌。
当我们谈论泄漏率时,我们不仅仅是在讨论手册中的技术规格。我们是在讨论这面盾牌的结构完整性。
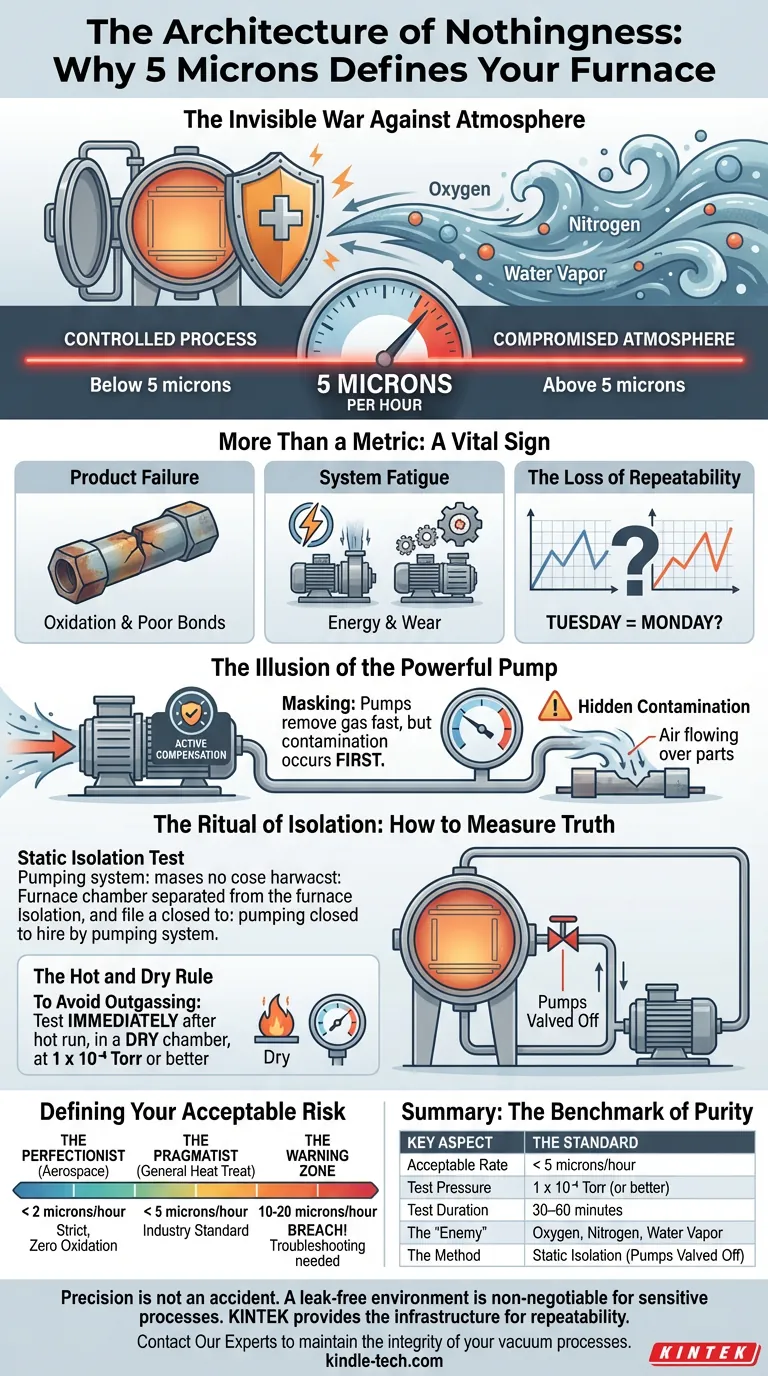
高真空炉的可接受泄漏率通常为每小时小于 5 微米。
这个数字是受控科学过程和混乱过程之间的分界线。如果你越过了它,你就不能再在真空中操作了;你就是在受损的大气中操作。
不仅仅是一个指标:一个生命体征
阿图尔·加万德经常写道,复杂系统之所以会失败,不是因为缺乏技能,而是因为缺乏标准化的警惕性。真空炉也不例外。
泄漏率是炉子的基本健康指标。
低于 5 微米/小时的读数表明容器密封足够严密,可以防止大气——特别是氮气、氧气和水蒸气——进入。
如果你忽略这个指标,随着时间的推移,会发生三件事,并且会相互叠加:
- 产品故障:氧气会导致变色和冶金结合不良。你会损失零件。
- 系统疲劳:你的泵必须超负荷工作来对抗进入的空气,增加能耗和磨损。
- 可重复性丧失:这是心理成本。如果没有确定的泄漏率,你就无法保证周二的运行与周一的运行相同。你只能猜测。
强大泵的幻觉
真空处理中有一个常见的陷阱:掩盖。
现代泵送系统非常强大。它们通常足够强大,可以克服中度泄漏,几乎和气体进入的速度一样快地将其排出。当泵运行时,压力表可能看起来正常。
但污染仍在发生。在泵能够吸走之前,空气仍在流过你的零件。
这就是为什么动态真空水平具有欺骗性。在泵主动补偿其缺陷时,你无法测量容器的完整性。
隔离的仪式:如何衡量真相
要了解你的炉子的真相,你必须停止战斗。你必须隔离腔室。
正确的泄漏率测试使用主阀将泵送系统与炉腔隔离。这确保你测量的是从外部进入腔室的气体,而不是泵的性能。
“热而干”规则
物理学可能会欺骗我们。释气——吸附在内表面的水蒸气分子的释放——在压力表上看起来与泄漏完全一样。
为避免假阳性,测试必须严格执行:
- 热运行(烧除)后立即进行。
- 在干燥的腔室内进行。
- 理想情况下,在1 x 10⁻⁴ 托或更好的真空度下进行。
如果炉子是冷的或潮湿的,你测量的不是泄漏;你测量的是水分蒸发。
定义你的可接受风险
并非所有真空都一样。你接受的标准应与你应用的风险相匹配。
- 完美主义者(航空航天):对于不允许任何氧化的关键钎焊,标准非常严格。目标是< 2 微米/小时。
- 实用主义者(通用热处理):行业标准< 5 微米/小时是你的可靠基准。
- 警告区:如果你漂移到10–20 微米/小时,你就存在泄漏。你不再是进行处理,而是在进行故障排除。
总结:纯度的基准
| 关键方面 | 标准 |
|---|---|
| 可接受泄漏率 | < 5 微米/小时 |
| 测试压力 | 1 x 10⁻⁴ 托(或更好) |
| 测试时长 | 30–60 分钟 |
| “敌人” | 氧气、氮气、水蒸气 |
| 方法 | 静态隔离(泵阀关闭) |
结论
精确不是偶然的。它是将严格的标准应用于无形力量的结果。
对于钎焊和热处理等敏感工艺来说,无泄漏环境是不可或缺的。在 KINTEK,我们深知您的设备是您产品与大气之间的唯一屏障。
无论您需要高性能的实验室设备还是保持其运行的耗材,我们都提供可重复性的基础设施。
联系我们的专家,讨论我们如何帮助您维护真空工艺的完整性。
图解指南