温度很少只是一个数字。在材料科学领域,它是一个阈值。
越过一个阈值,金属就会放松,释放其制造过程中的应力。越过另一个阈值,它就会像水一样流动。越过第三个阈值,它就会与陶瓷融合,成为全新的东西。
当工程师问“真空炉中的高温是多少?”时,他们通常在寻找一个单一的数据点。但答案不是一个数字。它是一种关系,关系在于炉子的结构和材料的命运。
以下是如何在不因过度规格而“烧伤”的情况下驾驭热力学景观。
热的相对性
从人类的角度来看,“热”是一种感觉。在工程学中,“热”是一种功能。
真空炉没有一个单一的“高温”设置。相反,它在物理定律和加热元件限制所决定的范围内运行。
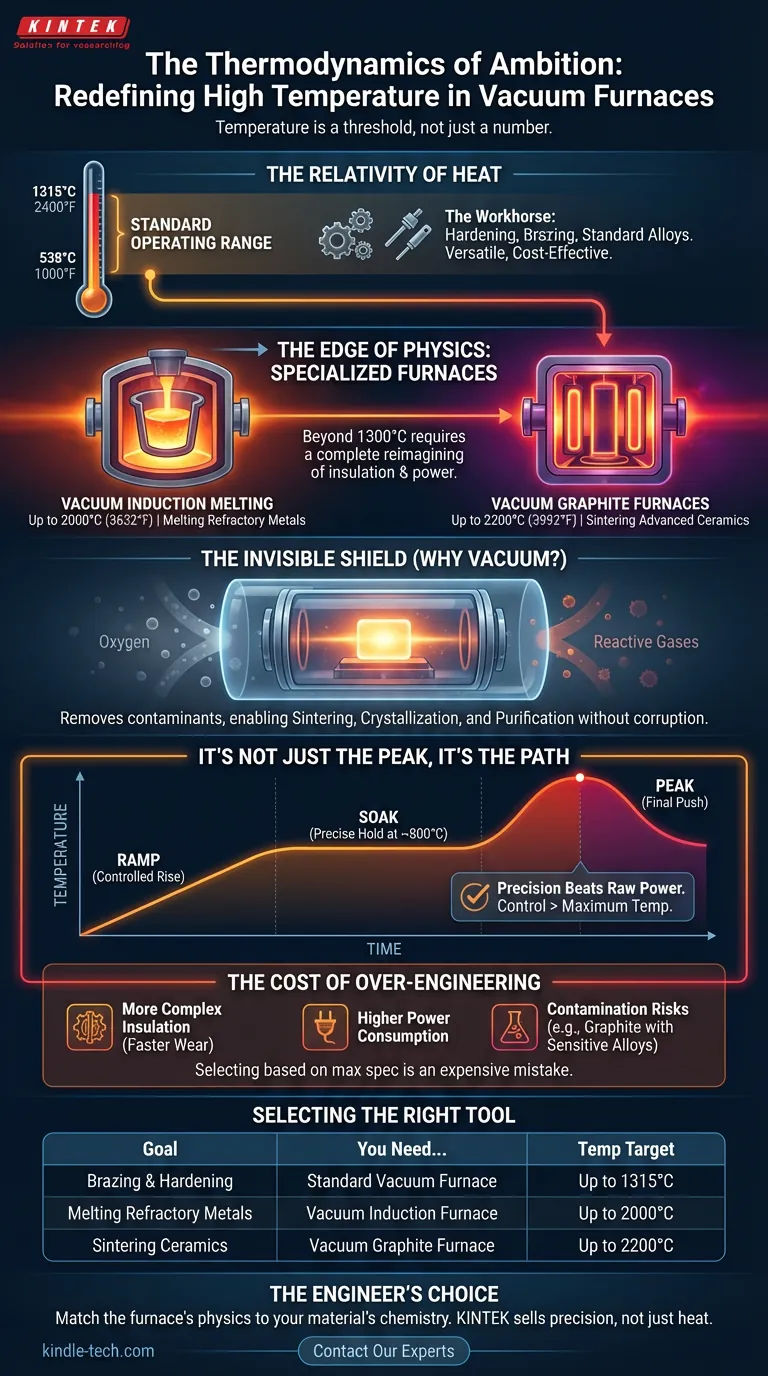
大多数工业热处理——硬化齿轮或钎焊传感器的日常工作——都发生在我们称之为标准操作范围的范围内。
- 范围: 538°C (1000°F) 至 1315°C (2400°F)。
- 目标: 平衡。
- 逻辑: 在 1300°C 时,您可以处理绝大多数钢材和标准合金。为该范围制造的炉子是主力:通用、经济高效且耐用。
但对于那些突破材料科学界限的人来说,“标准”是不够的。
物理学的边缘:专用炉
当您离开标准范围时,您就进入了另一个工程领域。
在这里,您处理的是耐火金属、先进陶瓷和耐 1300°C 高温的合成合金。要操控这些材料,您需要一个专为极端设计的系统。
这就是“高温”定义发生巨大变化的地方:
- 真空感应熔炼: 设计用于熔化金属而不是仅仅加热它。这些系统可达到2000°C (3632°F)。
- 真空石墨炉: 使用石墨加热元件,这些巨型炉可以达到2200°C (3992°F)。
这不仅仅是转动一个旋钮。达到 2200°C 需要对绝缘、电力输送和真空完整性进行彻底的重新构想。这就像商用喷气机与火箭的区别。
无形的盾牌
为什么要在真空中使用如此高的温度?
热量是一种加速剂。在开放的空气中,将高温合金加热到 2000°C 不会产生更强的部件;它只会产生一堆氧化粉末。
真空是无形的盾牌。通过去除氧气和其他活性气体,炉子允许热量发挥作用——熔化、烧结或生长晶体——而不会发生化学腐蚀。
这使得:
- 烧结: 在熔点以下将粉末熔融成致密的固体。
- 结晶: 生长用于半导体的单晶。
- 提纯: 熔化锭以实现完美的均匀性。
重要的不仅是峰值,还有过程
购买实验室设备时存在一个心理陷阱:我们过分关注最大规格。我们购买最高时速的汽车,即使我们只在城市里开车。
在热处理中,最高温度通常不如温度的控制重要。
材料的特性是在旅程中锻造出来的,而不仅仅是目的地。典型的 HPC 周期包括:
- 升温: 受控的温度升高(例如,每分钟 10°C)。
- 保温: 在 800°C 下精确保持以均衡热梯度。
- 峰值: 最终达到 1100°C 或更高。
如果您的炉子可以达到 2200°C,但无法在没有波动的情况下稳定保持 800°C 的“保温”,您的先进合金就会失败。精度胜过原始功率。
过度工程化的成本
根据可能的最高数字选择炉子是一个昂贵的错误。
更高的温度需要:
- 更复杂的绝缘(磨损更快)。
- 更高的功耗。
- 特定的加热元件(如石墨),它们可能与某些敏感合金发生化学反应。
如果您的工艺需要 1200°C,购买一个 2200°C 的炉子会带来不必要的复杂性和潜在的污染风险。
选择正确的工具
要选择正确的设备,请暂时忽略营销手册中的最大数字。相反,请查看您材料的化学成分。
| 如果您的目标是... | 您需要... | 温度目标 |
|---|---|---|
| 钎焊和硬化 | 标准真空炉 | 高达 1315°C |
| 熔炼耐火金属 | 真空感应炉 | 高达 2000°C |
| 烧结陶瓷 | 真空石墨炉 | 高达 2200°C |
工程师的选择
高温不是荣誉的象征;它是一个必需的参数。
最好的炉子不是最热的炉子。它是提供您的特定材料所需的确切热环境,使其从其本身转变为其所需的形态的炉子。
在 KINTEK,我们不仅仅销售热量;我们销售精度。无论您是退火标准钢还是烧结下一代陶瓷,我们的专家都能帮助您将炉子的物理学与您实验室的化学性质相匹配。
图解指南