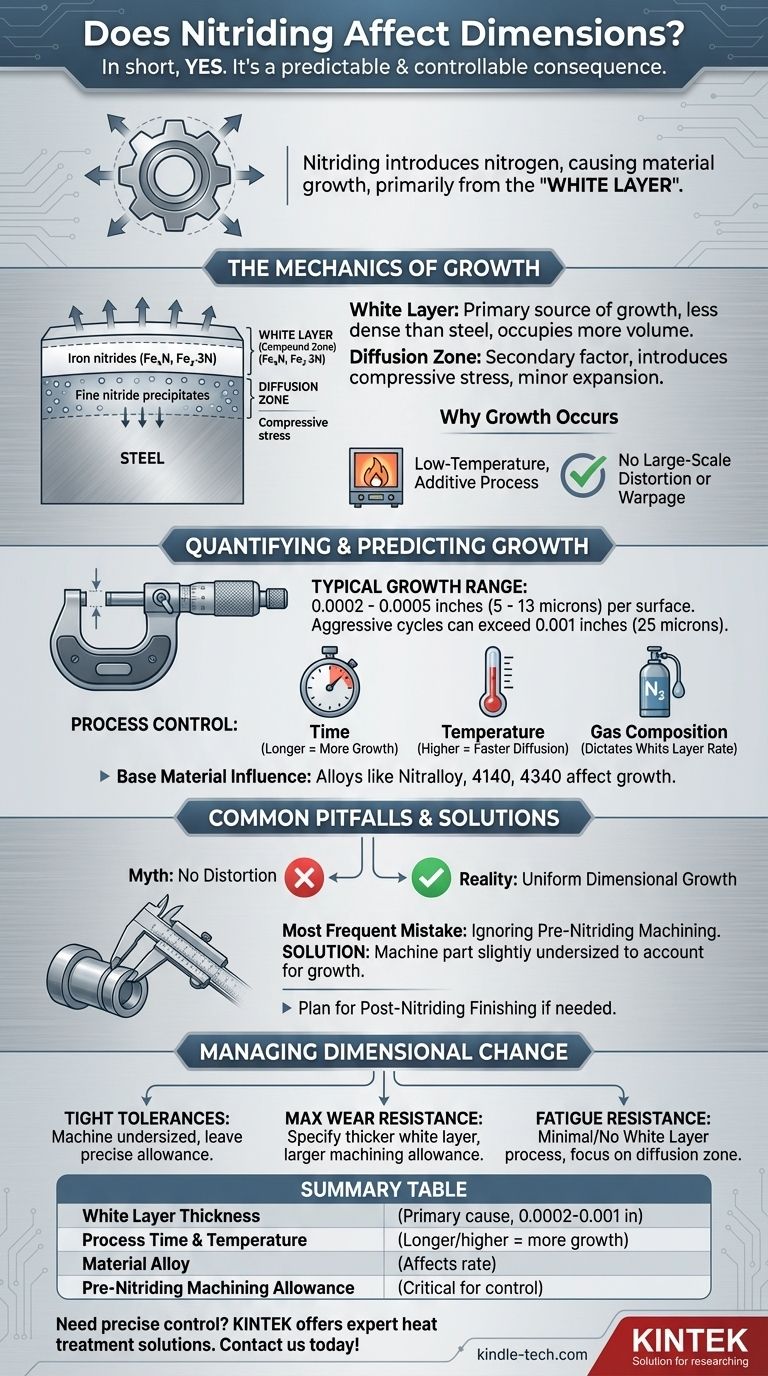
简而言之,是的。渗氮是一种表面硬化工艺,它将氮扩散到钢中,而这种氮原子的引入不可避免地会导致材料膨胀。这种尺寸变化并非缺陷,而是冶金过程可预测且可控的结果。增长量与工艺参数和所需的表面性能直接相关。
核心问题不是尺寸是否会改变,而是如何控制和考虑这种改变。渗氮会导致可预测的增长,主要来自于“白层”的形成。工程师必须通过在处理前将零件加工得略小来预见这一点,以达到最终规格。
渗氮过程中尺寸增长的机制
要控制结果,首先必须了解其机制。这种增长并非随机的;它是将新材料(氮原子)添加到钢表面并形成新结构的直接结果。
“白层”:增长的主要来源
对尺寸变化贡献最大的是表面化合物区的形成,通常因其在显微镜下的外观而被称为白层。
该层由氮化铁(Fe₄N和Fe₂₋₃N)组成,它们是新的晶体结构。这些氮化物化合物的密度低于底层钢,这意味着它们在相同铁原子数量下占据更大的体积,导致零件向外膨胀。
白层的厚度是决定总增长量的最大单一因素。
扩散区:次要因素
白层下方是扩散区。在这里,氮原子已渗透到钢的晶格中,但尚未形成完整的化合物层。相反,它们与铝、铬和钼等合金元素形成非常细小、坚硬的氮化物沉淀。
这种扩散引入了压应力,这对于疲劳寿命非常有益。虽然它确实会导致轻微膨胀,但其对整体外部尺寸的影响远不如白层明显。
为什么会发生增长(而不是收缩)
与可能因主要相变而导致收缩和增长的高温淬火和回火不同,渗氮是一种低温、添加性工艺。
它发生在钢的临界温度以下,因此不会发生大规模的变形或翘曲。您只是将氮添加到现有结构中,这会迫使其膨胀。
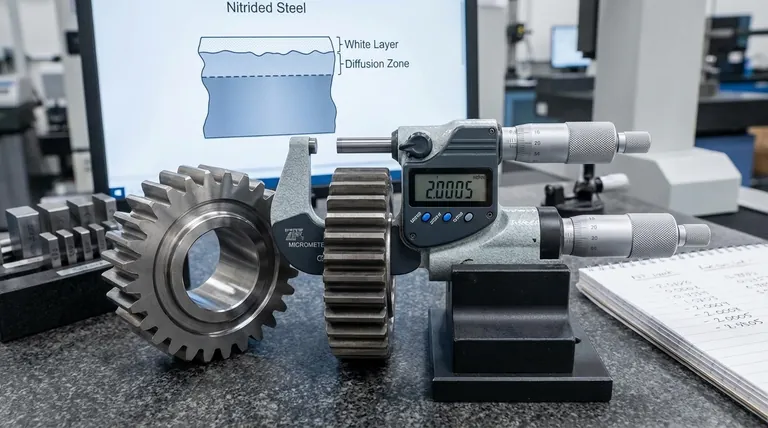
量化和预测增长
渗氮引起的尺寸增长是可预测的,因为它是工艺控制的直接函数。
典型增长范围
对于大多数常见的气体渗氮周期,每表面可预期增长量约为0.0002至0.0005英寸(5至13微米)。
然而,这只是一个通用指导。旨在实现最大耐磨性的激进周期可产生超过0.001英寸(25微米)的增长。
过程控制的作用
增长量与白层的厚度成正比。您的热处理商通过精确管理三个关键变量来控制这一点:
- 时间:更长的周期会导致更深的渗层和更大的增长。
- 温度:更高的温度会增加扩散速率。
- 气体成分(渗氮势):炉内气氛中供氮气体的浓度决定了白层的形成速率。
通过指定所需的渗层深度和白层厚度,您间接定义了预期的尺寸变化。
基材的影响
不同的钢合金吸收氮的方式不同。为渗氮设计的钢,例如Nitralloy 135M,含有高水平的铝,这是一种强氮化物形成剂。
其他常见合金如4140或4340也因其铬和钼含量而能很好地渗氮。特定的合金元素将影响最终白层的成分,从而影响确切的增长量。
了解权衡和常见陷阱
许多工程师被告知渗氮会导致“无变形”,这是一种危险的过度简化。理解其中的细微差别至关重要。
“无变形”的误区
渗氮几乎不会导致翘曲或形状变形,因为它在低温下进行(通常为925-1050°F或500-565°C)。这避免了高温淬火的热冲击和相变,这些变化会使长而薄的零件变形。
然而,它绝对会导致均匀的尺寸增长。混淆这两个概念是最常见的陷阱,并导致零件超出规格。
忽视渗氮前加工
最常见的错误是在渗氮之前将零件加工到最终尺寸。随后的增长将不可避免地使零件超出其公差范围。
正确的程序是精加工零件,使其略微小于尺寸,为预期的增长留下精确的材料余量。这需要与您的热处理商密切合作。
忘记渗氮后精加工
在某些公差极严的应用中,可能需要在渗氮后研磨或磨削掉非常厚或略带孔隙的白层。
必须为此步骤做好计划。试图去除过多的材料可能会损害表面硬化层中最耐磨的部分。
如何在设计中管理尺寸变化
不要将增长视为问题,而应将其视为可控的设计参数。
- 如果您的主要关注点是保持极严格的公差:您必须在渗氮前将零件加工得略小,为预期的增长留下精确的余量。
- 如果您的主要关注点是最大化耐磨性:与您的热处理商合作,指定更厚的白层,并提供更大的加工余量以补偿增加的增长。
- 如果您的主要关注点是疲劳抗力且尺寸变化最小:考虑采用产生最小或“无白层”的工艺(可通过特定的气体渗氮控制实现),并专注于指定扩散区深度。
通过将尺寸增长视为可预测的工艺变量,而不是意外,您可以充分利用渗氮的潜力,而不会影响精度。
总结表:
| 因素 | 对尺寸增长的影响 | 典型范围 |
|---|---|---|
| 白层厚度 | 增长的主要原因 | 每表面0.0002–0.001英寸(5–25微米) |
| 工艺时间与温度 | 更长/更高的周期会增加增长 | 随规格而异 |
| 材料合金 | 影响白层形成速率 | 取决于合金(例如,Nitralloy,4140) |
| 渗氮前加工余量 | 对最终公差控制至关重要 | 必须根据预期增长计算 |
需要对实验室组件的渗氮结果进行精确控制吗?
KINTEK专注于实验室设备和耗材,为渗氮等热处理工艺提供专业解决方案。无论您是处理精密工具、模具还是高磨损部件,我们都提供设备和支持,以确保尺寸稳定性和卓越的表面硬度。
📞 立即通过我们的联系表格联系我们,讨论我们的渗氮专业知识如何增强您实验室的能力,并为您的最严苛应用提供可靠、可重复的结果。
图解指南