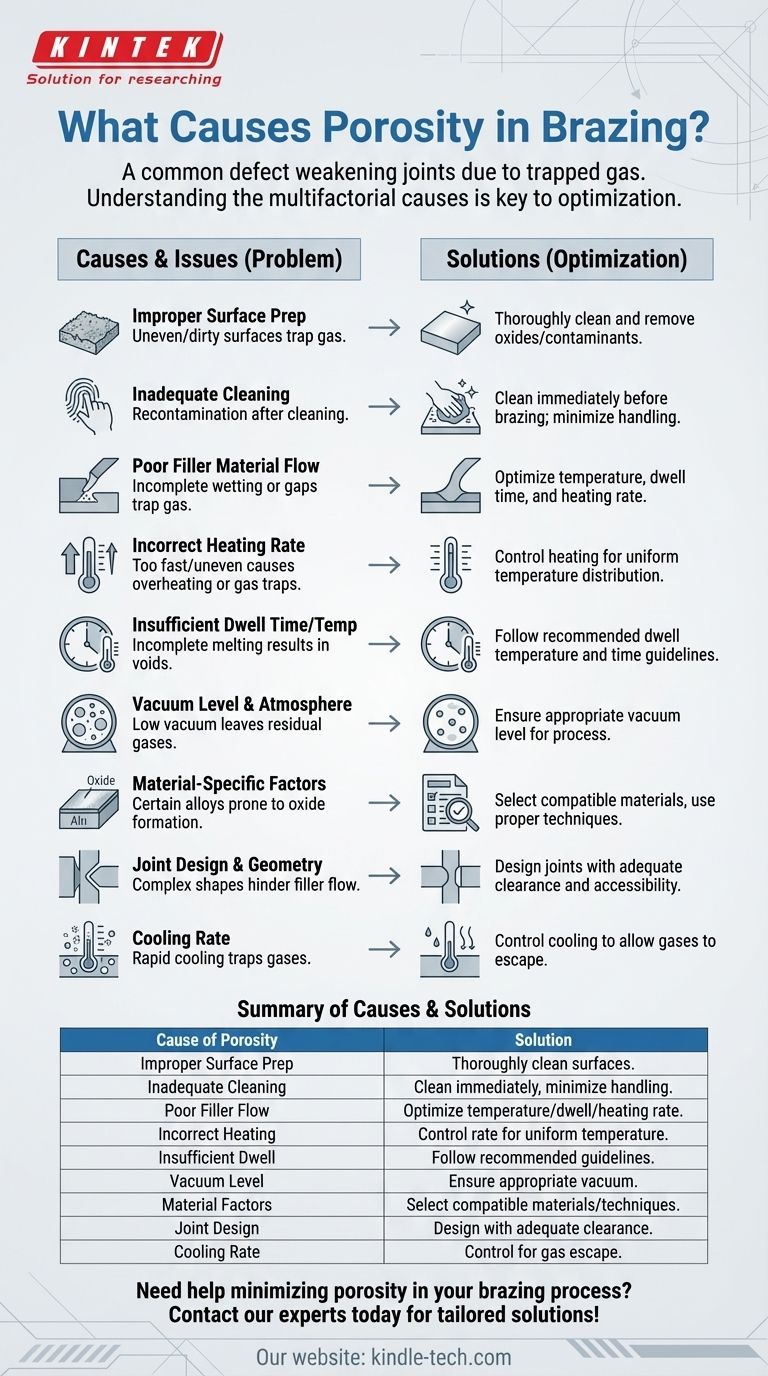
钎焊气孔是一种常见的缺陷,会显著削弱接头并影响其完整性。当气体或空气被困在钎焊接头内部形成空隙或气泡时,就会发生这种情况。气孔的成因是多方面的,可能归因于诸如表面处理不当、清洁不足、填充金属流动性差、加热速率不正确以及停留时间或温度不足等因素。了解这些原因对于优化钎焊过程并确保高质量、持久的接头至关重要。
关键点解释:
-
表面处理不当:
- 表面处理对于实现牢固的钎焊接头至关重要。如果待连接的表面不平整、不光滑或没有污染物,毛细作用和填充金属的流动可能会受到阻碍。这可能导致润湿不完全和空隙的形成。
- 表面上的氧化膜、油污、油脂或其他残留物会阻止适当的粘合,从而截留气体并导致气孔。
- 解决方案:在钎焊前,确保彻底清洁和准备表面,包括去除氧化层和污染物。
-
清洁不足:
- 清洁效果取决于材料、大气条件和操作。如果材料没有得到适当清洁或在清洁后暴露于污染物中,可能会出现气孔。
- 解决方案:在钎焊前立即清洁材料,并尽量减少操作以防止重新污染。
-
填充金属流动性差:
- 填充金属必须均匀且完全地流入接头才能形成牢固的粘合。如果填充金属不能正确润湿表面或接头中有间隙,气体可能会被困住,导致气孔。
- 解决方案:优化钎焊参数,如温度、停留时间和加热速率,以确保填充金属流动性良好。
-
加热速率不正确:
- 加热过快或不均匀会导致局部过热或加热不足,从而导致填充金属熔化不完全或气体被困。
- 解决方案:控制加热速率,以确保温度分布均匀和填充金属正确熔化。
-
停留时间或温度不足:
- 停留温度和时间对于实现完全钎焊至关重要。如果温度过低或停留时间过短,填充金属可能无法完全熔化或流动,从而导致空隙。
- 解决方案:遵循所用特定材料和填充合金推荐的停留温度和时间指南。
-
真空度和气氛:
- 在真空钎焊中,真空度必须足以清除接头区域的气体。如果真空度太低,残留气体可能会导致气孔。
- 解决方案:确保真空度适合所使用的材料和钎焊工艺。
-
材料特定因素:
- 基体金属和填充合金的类型会影响气孔的产生。例如,铝合金容易形成氧化物,如果未正确去除,这些氧化物会截留气体。
- 解决方案:选择兼容的材料,并针对特定合金使用适当的清洁和钎焊技术。
-
接头设计和几何形状:
- 待连接部件的形状和尺寸会影响填充金属的流动和气体的截留。复杂的几何形状或狭窄的间隙可能会增加气孔的风险。
- 解决方案:设计具有足够间隙和易于填充金属流动的接头。
-
冷却速率:
- 快速冷却会使气体滞留在接头内,而缓慢冷却则允许气体逸出。不正确的冷却速率可能会导致气孔。
- 解决方案:控制冷却速率,以允许气体逸出而不会影响接头强度。
通过解决这些因素并优化钎焊过程,可以最大限度地减少气孔,从而获得更牢固、更可靠的接头。

摘要表:
| 气孔原因 | 解决方案 |
|---|---|
| 表面处理不当 | 彻底清洁和准备表面,去除氧化物和污染物。 |
| 清洁不足 | 在钎焊前立即清洁材料并尽量减少操作。 |
| 填充金属流动性差 | 优化钎焊参数(温度、停留时间、加热速率)。 |
| 加热速率不正确 | 控制加热速率以实现均匀的温度分布。 |
| 停留时间/温度不足 | 遵循推荐的停留温度和时间指南。 |
| 真空度和气氛 | 确保真空度适合材料和工艺。 |
| 材料特定因素 | 选择兼容的材料并使用适当的清洁/钎焊技术。 |
| 接头设计和几何形状 | 设计具有足够间隙和易于填充金属流动的接头。 |
| 冷却速率 | 控制冷却速率,以允许气体逸出而不会削弱接头。 |
需要在钎焊过程中减少气孔?立即联系我们的专家以获得定制解决方案!
图解指南