钎焊的根本定义在于温度,但没有适用于所有情况的单一“平均”值。相反,该过程在一个宽泛的范围内进行,该范围总是始于高于 840°F (450°C)。所需的精确温度完全取决于用于连接特定母材的填充金属合金。
关键要点不是寻找“平均”钎焊温度,而是要理解正确的温度是由您选择的填充合金的熔点决定的。该温度必须足够高以熔化填充金属,但又足够低以保持母材为固态。
钎焊温度的决定性原则
钎焊占据了介于钎锡和焊接之间的特定热空间。这个温度窗口使得在不熔化待连接部件的情况下实现牢固、清洁的接头成为可能。
840°F (450°C) 阈值
该温度是国际公认的分界线。任何使用熔点低于 840°F (450°C) 的填充金属进行的连接过程都被归类为钎锡。高于此点的任何过程都被归类为钎焊。
保持在母材固相线温度以下
固相线温度(Solidus)是金属或合金开始熔化的温度。钎焊的核心原则是将母材加热到低于其固相线温度但高于填充金属熔点的温度。
目标:实现毛细作用
达到正确的钎焊温度才能为毛细作用创造条件。这是一种物理作用力,它将熔融的填充金属吸入母材之间紧密贴合的间隙中,在冷却时形成完整而牢固的冶金结合。

填充金属如何决定钎焊温度
您选择的特定合金作为填充金属是决定目标温度的最重要因素。不同的合金是为不同的母材设计的,并且具有截然不同的熔化范围。
按合金系列划分的常见温度范围
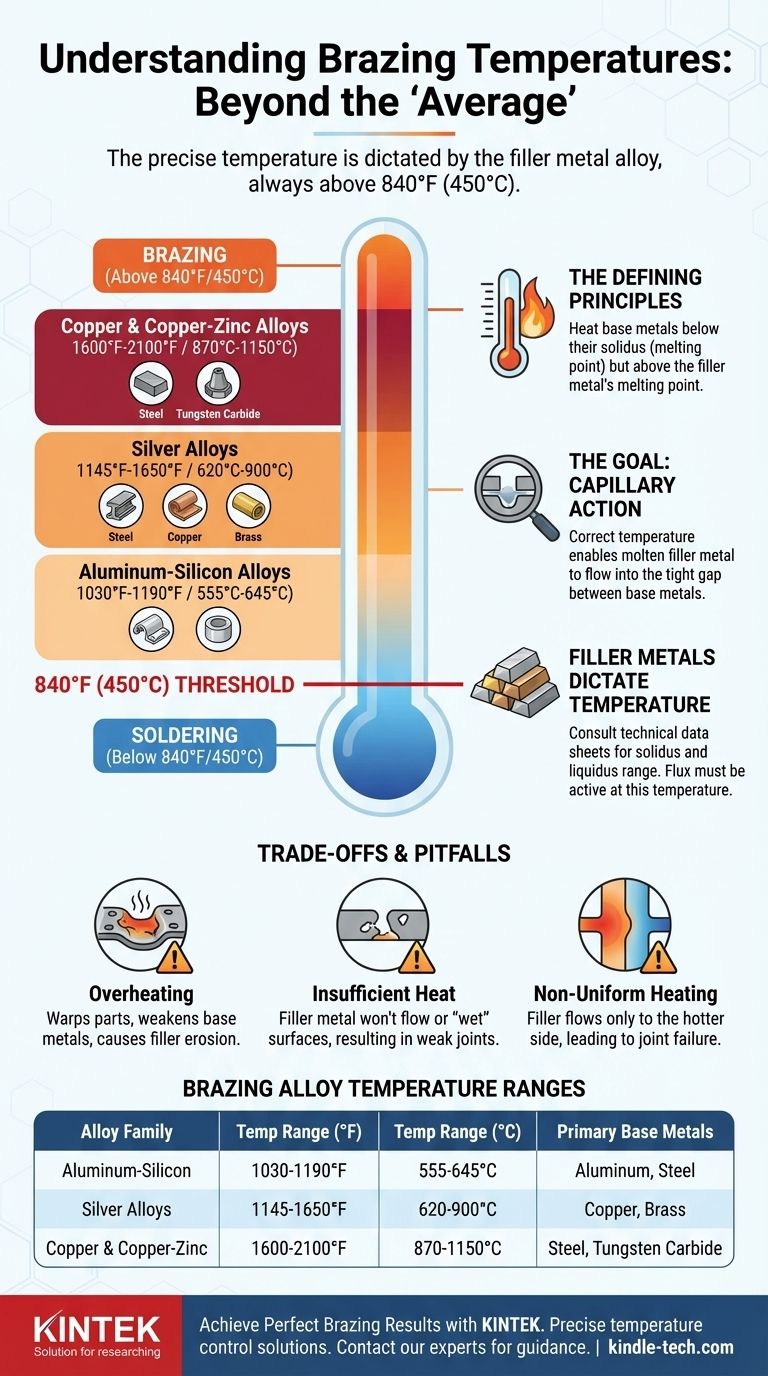
- 铝硅合金:用于铝的钎焊,它们在非常窄且相对较低的温度窗口内工作,通常在 1030°F - 1190°F (555°C - 645°C) 左右。
- 银合金:这些是用于连接钢、铜和黄铜的一些最常见的通用钎焊合金。它们的适用范围很广,从 1145°F - 1650°F (620°C - 900°C)。
- 铜和铜锌合金:常用于钢和碳化钨的钎焊,这些需要更高的温度,通常在 1600°F - 2100°F (870°C - 1150°C) 范围内。
读取填充金属规格
专业人士从不猜测。请务必查阅填充金属制造商提供的技术数据表。该表将列出合金的固相线温度(开始熔化时)和液相线温度(完全熔化时),为您提供精确的工作范围。
助焊剂的作用
钎焊助焊剂(用于清洁焊缝和防止氧化)也有一个活性温度范围。您必须选择一种在所选填充金属所需温度下完全活性的助焊剂。
理解权衡和陷阱
控制热量是钎焊中最关键的技能。仅仅达到一个温度是不够的;您施加和维持温度的方式决定了接头的成败。
过热的危险
超过必要的温度可能会使部件变形、通过退火削弱母材,甚至完全熔化它们。这也可能导致填充金属侵蚀母材,形成薄弱点。
热量不足的问题
如果母材不够热,填充金属将无法正确流动或“润湿”表面。这会阻止毛细作用,导致形成不完整、强度低的结合,并带有空隙。
均匀加热的必要性
待连接的两个部件必须同时达到目标温度。如果一个部件比另一个部件热,填充金属只会流向较热的一侧,从而导致接头失败。
为您的项目选择正确的温度
您选择的母材是每个钎焊决策的起点。从那里,您可以选择合适的填充金属并确定所需的精确温度。
- 如果您的主要重点是连接铜或钢:首先查看银基钎焊合金,它们通常在多功能的 1145°F 至 1650°F (620°C 至 900°C) 范围内工作。
- 如果您的主要重点是加工铝:您必须使用专门为其狭窄工作范围(约 1100°F (600°C))设计的低温铝硅填充合金。
- 如果您不确定材料:请务必先确定您的母材,因为这是选择正确填充金属以及因此选择正确钎焊温度的最重要因素。
归根结底,正确的钎焊温度不是一个平均值,而是由您打算连接的材料决定的精确值。
总结表:
| 钎焊合金系列 | 常见温度范围(°F) | 常见温度范围(°C) | 主要母材 |
|---|---|---|---|
| 铝硅 | 1030°F - 1190°F | 555°C - 645°C | 铝 |
| 银合金 | 1145°F - 1650°F | 620°C - 900°C | 钢、铜、黄铜 |
| 铜和铜锌 | 1600°F - 2100°F | 870°C - 1150°C | 钢、碳化钨 |
通过 KINTEK 实现完美的钎焊效果
选择正确的钎焊温度对于创建牢固、可靠的接头至关重要。所需的精确热量取决于您的特定填充金属和母材。KINTEK 专注于提供您所需的优质实验室设备和耗材,以确保每次都能实现精确的温度控制和成功的钎焊结果。
我们的专家可以帮助您:
- 确定适用于您的特定母材的正确填充金属。
- 选择正确的炉或加热系统,以达到并保持您的项目所需的精确温度。
- 采购必要的助焊剂和耗材,以确保清洁、牢固的结合。
不要让不正确的温度影响您的工作。立即联系我们的技术团队,讨论您的钎焊应用,并了解 KINTEK 的解决方案如何提高您实验室的能力和效率。
图解指南