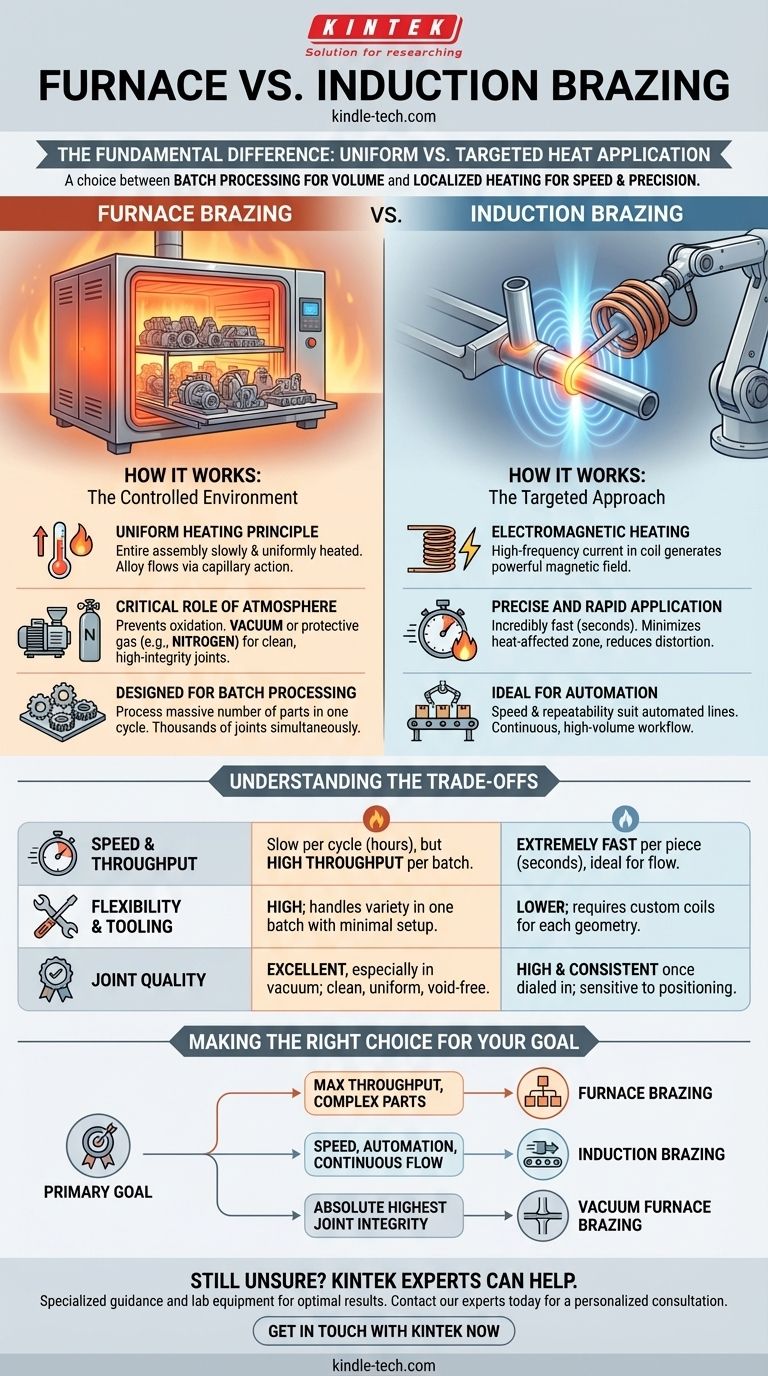
炉中钎焊和感应钎焊的根本区别在于加热方法的不同。炉中钎焊在受控气氛中均匀加热整个组件,非常适合一次性处理多个零件。相比之下,感应钎焊使用有针对性的电磁场,快速选择性地只加热特定的接头区域,在速度和自动化生产线上表现出色。
在这两种方法之间做出选择,是在批量处理以实现产量和局部加热以实现速度和精度之间做出决定。炉中钎焊在复杂组件或大批量生产方面无与伦比,而感应钎焊则是集成到高速、连续流制造过程中的最佳选择。
炉中钎焊的工作原理:受控环境
炉中钎焊是一种热处理工艺,它依赖于在精心管理的炉中将整个组件加热到钎焊温度。该工艺的成功在很大程度上取决于对环境的控制。
均匀加热原理
核心概念很简单:整个组件,包括母材和预置的钎焊填充合金,都被缓慢而均匀地加热。一旦达到高于填充金属熔点的温度,合金就会通过毛细作用流入接头。
气氛的关键作用
为了防止零件在高温下氧化,该过程在受控气氛中进行。这通常是真空或像氮气这样的保护气体。
真空钎焊,即从炉中抽出空气,特别有效。它消除了氧气和其他污染物,为关键应用提供了异常清洁、坚固和高完整性的接头。
专为批量处理设计
炉中钎焊的一个主要优点是它能够在一个周期内处理大量的零件。组件可以装载到托盘上并放入炉中,从而可以同时创建数千个接头。

感应钎焊的工作原理:有针对性的方法
感应钎焊的原理完全不同。它不是加热整个零件,而是将强大的能量精确地集中在需要的地方——即接头本身。
电磁加热
这种方法使用通过铜线圈的高频交流电。该线圈在接头区域周围产生强大且快速变化的磁场。
磁场在金属零件内部感应出“涡流”。金属对这些电流流动的电阻会迅速产生强烈的局部热量。
精确快速的应用
加热速度极快,通常只需几秒钟。由于热量仅限于接头,因此它最大限度地减少了热影响区,减少了零件变形,并保护了附近的敏感组件。
自动化理想选择
感应钎焊的速度和可重复性使其非常适合自动化和半自动化生产线。它可以轻松集成到制造单元中,实现连续、大批量的工作流程。
了解权衡
没有哪种方法是普遍优越的;正确的选择完全取决于您应用的具体优先事项。关键的权衡涉及平衡速度、产量、灵活性和最终接头质量。
速度与吞吐量
感应钎焊每件的速度要快得多,非常适合单件流。炉中钎焊每个周期(通常数小时)很慢,但它能够一次处理数千个零件,这使其在处理大批量时具有巨大的吞吐量。
灵活性和工装
感应钎焊需要为每种特定的接头几何形状定制设计线圈。这使得它对于拥有大量不同零件的加工车间来说灵活性较低。炉子具有高度灵活性,可以在一个批次中处理各种零件形状和尺寸,并且设置更改最少。
接头质量和一致性
真空炉中钎焊通常被认为是质量的黄金标准。它产生最清洁、最均匀、无空隙的接头,因为整个零件在纯净环境中均匀加热,防止了氧化物的形成。
感应钎焊一旦调整好工艺,就能产生高度一致的接头,但它更容易受到零件定位和线圈对齐变化的影响。
为您的目标做出正确选择
选择正确的工艺需要将方法的优势与您的主要制造目标对齐。
- 如果您的主要重点是复杂零件大批量的最大吞吐量:炉中钎焊是明确的选择,因为它能够同时处理数千个组件。
- 如果您的主要重点是速度和集成到自动化装配线中:感应钎焊因其对单个接头进行快速、可重复加热的连续流而更胜一筹。
- 如果您的主要重点是关键部件的绝对最高接头完整性:真空炉中钎焊通过消除大气污染提供最清洁、最坚固、最可靠的结果。
了解这些核心加热方法差异是选择最有效和最经济的工艺以实现您的特定制造目标的关键。
总结表:
| 特点 | 炉中钎焊 | 感应钎焊 |
|---|---|---|
| 加热方法 | 在受控气氛中均匀加热整个组件 | 通过电磁场对连接处进行有针对性的局部加热 |
| 最适合 | 大批量生产、复杂组件、最高接头完整性 | 高速自动化、单件流、最小热变形 |
| 速度 | 每个周期慢(数小时),但每批次吞吐量高 | 每件极快(数秒) |
| 灵活性 | 高;可在同一批次中处理各种零件 | 较低;每个接头几何形状需要定制线圈 |
| 接头质量 | 优秀,尤其是在真空中;清洁均匀 | 高且一致,但对零件定位敏感 |
仍然不确定哪种钎焊方法适合您的项目?
KINTEK 团队专注于为您的钎焊应用提供专家指导和合适的实验室设备。我们深知炉中钎焊和感应钎焊之间的选择会影响您的生产效率、成本和最终产品质量。
让我们帮助您获得最佳结果。立即联系我们的专家进行个性化咨询,了解我们的解决方案如何提升您的制造过程。
图解指南