从根本上说,区别在于能量来源及其引发的物理过程。选择性激光烧结(SLS)使用精密激光将粉末颗粒加热到略低于其熔点的温度,使其融合在一起。相比之下,电子束熔融(EBM)使用强大的电子束将粉末完全熔化,形成一个完全液态的熔池,然后凝固。
在SLS和EBM之间做出选择,是烧结材料(擅长处理聚合物)的多功能性与全熔融(为要求最严苛的应用生产高强度、完全致密的金属零件)的专业能力之间的战略决策。
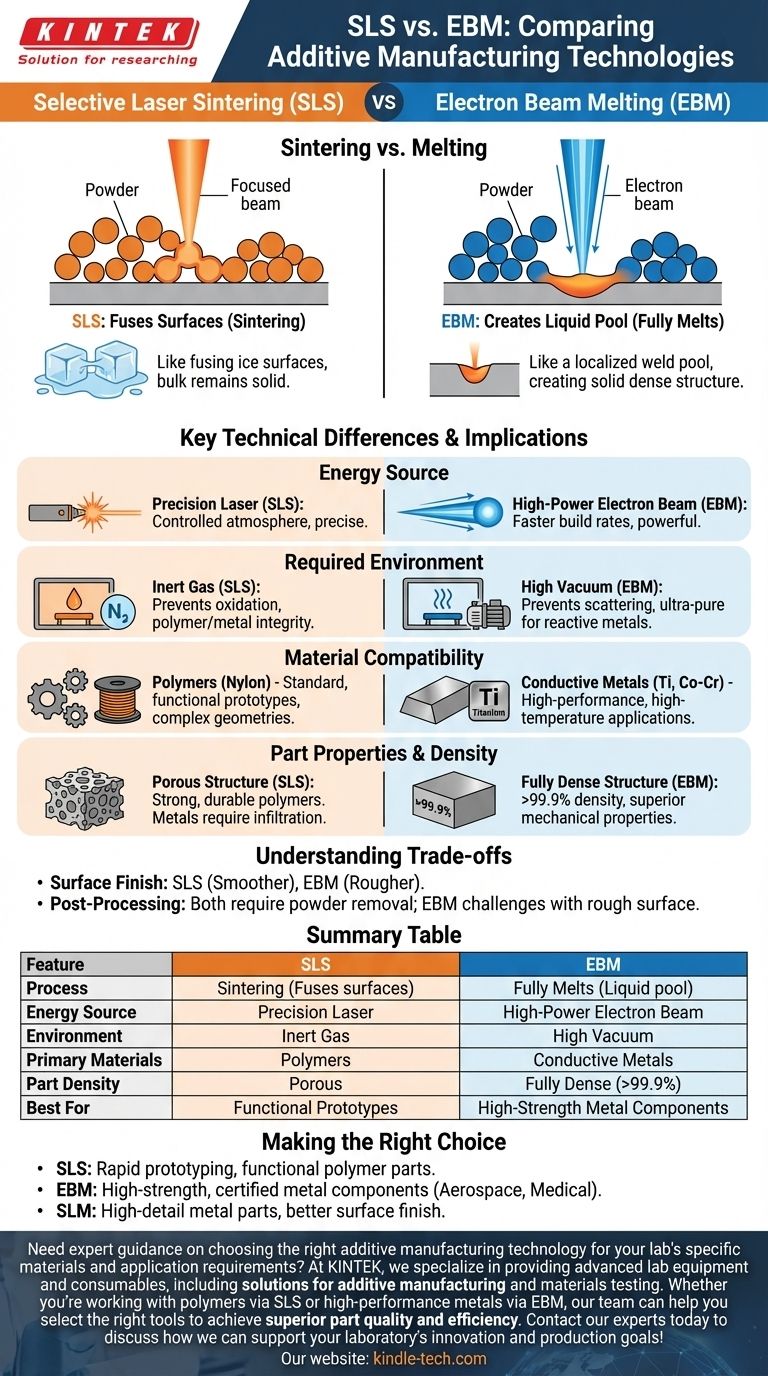
核心区别:烧结与熔融
“烧结”和“熔融”这两个术语定义了每种技术的核心。虽然它们都通过逐层从粉末床构建零件,但它们粘合粉末的方式决定了最终结果。
烧结过程 (SLS)
在烧结过程中,激光提供足够的能量来熔合粉末颗粒的外表面。材料不会完全液化。
可以将其想象成通过加热两个冰块的表面,使其刚好形成一层薄薄的水,然后水重新结冰,将它们粘合在一起。大部分冰块仍然是固态的。这个过程对于尼龙等聚合物非常有效,也可以用于某些金属。
熔融过程 (EBM)
EBM所进行的熔融涉及将材料加热到远超其熔点的温度,直到它从固体完全转变为液体。
这更像是创建一个小的局部焊池。电子束的高能量将特定区域的金属粉末完全液化,然后冷却并凝固成一个坚固、致密的结构。这种方法专门用于导电金属。

关键技术差异及其影响
能量来源的选择——光与电子——产生了一系列差异,影响着从机器环境到最终零件性能的一切。
能量来源:激光与电子束
激光 (SLS) 是一种聚焦的光束。它精确且能在受控气氛中有效地传递能量。
电子束 (EBM) 是一股带电粒子流。它比SLS中通常使用的激光强大得多,可以实现更快的构建速度。然而,电子很容易被空气分子散射,因此需要一个特殊的环境。
所需环境:惰性气体与真空
SLS机器在充满惰性气体(通常是氮气)的腔室中运行。这可以防止受热的聚合物或金属粉末氧化,从而损害零件的完整性。
EBM机器需要高真空。这种真空有两个作用:它防止电子束散射,并创造一个超纯净的环境,保护高活性金属(如钛)免受污染,从而获得卓越的材料性能。
材料兼容性
SLS是聚合物的行业标准,尤其是尼龙,使其成为功能原型和具有复杂几何形状的最终用途零件的首选。虽然金属SLS存在,但它不那么常见。
EBM专门用于导电金属。它擅长处理钛合金和钴铬合金等高性能、耐高温材料,这些材料用其他方法难以加工。
零件性能和密度
EBM零件完全致密(大于99.9%),其机械性能通常优于铸造甚至锻造零件。真空环境使得材料极其纯净,残余应力低。
SLS聚合物零件坚固耐用,适用于许多应用。通过烧结制造的金属零件固有地比熔融零件更具孔隙,可能需要二次渗透步骤才能达到完全致密和最大强度。
理解权衡
没有哪种技术是普遍更好的;它们针对不同的结果进行了优化。了解它们的局限性对于做出明智的决定至关重要。
真空的成本
EBM系统中的真空腔室是材料纯度的关键优势,但它也增加了复杂性和循环时间。机器在构建前必须抽真空,并且在零件可以取出之前需要显著冷却,这延长了总处理时间。
精度和表面光洁度
由于其高功率和较大的光斑尺寸,EBM通常速度更快,但生产的零件表面光洁度较粗糙。SLS通常提供更精细的特征分辨率和更光滑的“原始”表面。
后处理要求
两种技术在构建完成后都需要清除松散的粉末。EBM较粗糙的表面可能使粉末清除更具挑战性。EBM零件通常需要进行机械加工或抛光以获得关键表面,而SLS聚合物零件通常进行喷砂或染色处理。
为您的目标做出正确选择
选择正确的技术需要将其优势与您项目不可协商的要求相匹配。
- 如果您的主要重点是快速原型制作或生产功能性聚合物零件:SLS是明确的选择,因为它具有多种材料选择(尤其是尼龙)以及无需专用支撑结构即可创建复杂几何形状的能力。
- 如果您的主要重点是为航空航天或医疗用途生产高强度、经过认证的金属部件:EBM是卓越的技术,能够以钛等材料提供完全致密、低应力的零件,其性能符合严格的行业标准。
- 如果您的主要重点是具有良好表面光洁度的高细节金属零件:您还应考虑选择性激光熔融(SLM),这是一种相关技术,它使用激光完全熔化金属粉末,通常比EBM提供更精细的分辨率。
最终,理解基本过程——熔合颗粒表面与创建完整的液态熔池——是选择最符合您的材料需求和性能要求的技术的关键。
总结表:
| 特征 | 选择性激光烧结 (SLS) | 电子束熔融 (EBM) |
|---|---|---|
| 工艺 | 烧结粉末颗粒(熔合表面) | 完全熔化粉末(创建液态熔池) |
| 能量来源 | 精密激光 | 高功率电子束 |
| 环境 | 惰性气体(氮气) | 高真空 |
| 主要材料 | 聚合物(尼龙),部分金属 | 导电金属(钛、钴铬合金) |
| 零件密度 | 多孔(可能需要渗透) | 完全致密(>99.9%) |
| 最适合 | 功能原型,复杂聚合物零件 | 高强度金属部件(航空航天、医疗) |
需要专家指导,为您的实验室特定材料和应用要求选择合适的增材制造技术吗?
在KINTEK,我们专注于提供先进的实验室设备和耗材,包括增材制造和材料测试解决方案。无论您是通过SLS处理聚合物还是通过EBM处理高性能金属,我们的团队都可以帮助您选择合适的工具,以实现卓越的零件质量和效率。
立即联系我们的专家,讨论我们如何支持您实验室的创新和生产目标!
图解指南