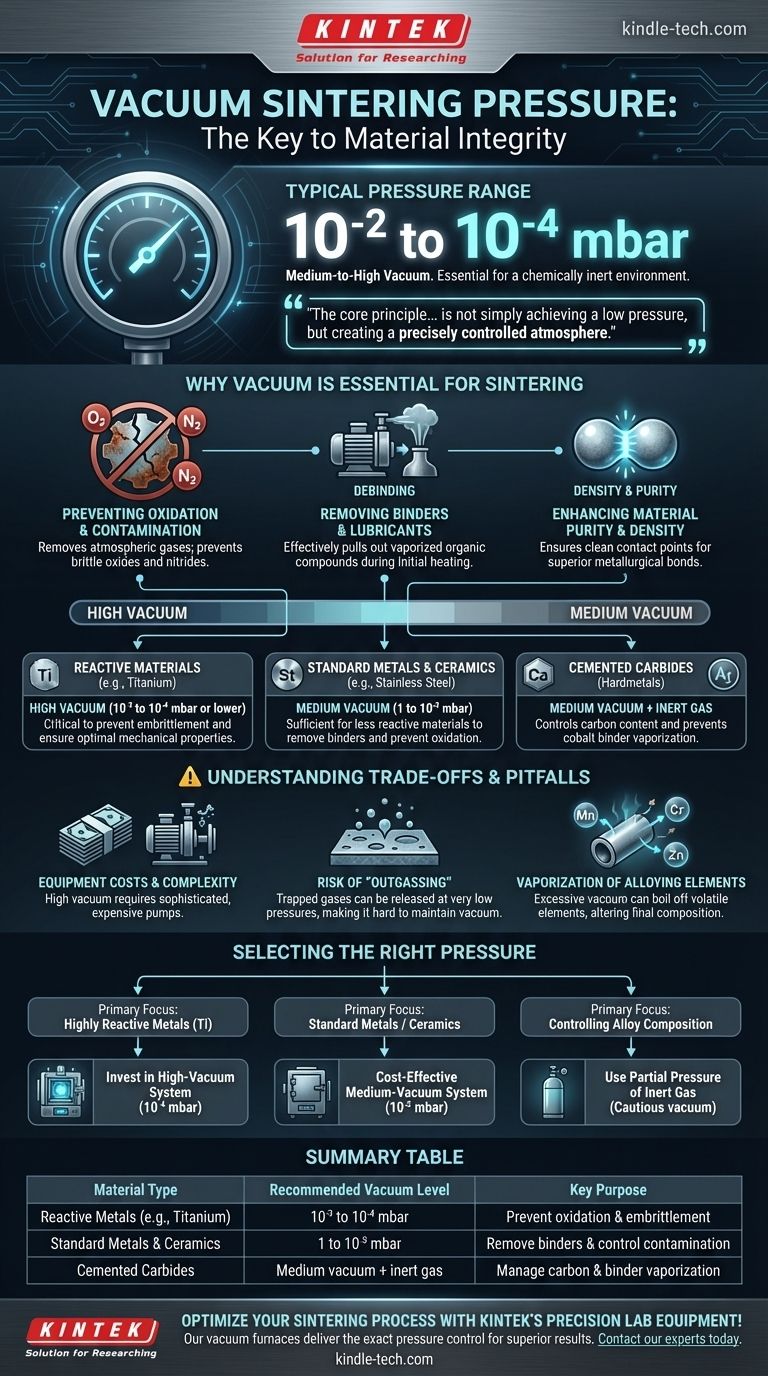
真空烧结的典型压力通常在 10⁻²至10⁻⁴毫巴(mbar)的范围内。这使得该过程处于中高真空范围,这是创建化学惰性环境以将粉末材料熔合为固体块所需的水平。对于钛等极易反应的材料,该范围的下限(接近10⁻⁴毫巴)对于防止污染至关重要。
真空烧结的核心原则不仅仅是实现低压,而是创建精确控制的气氛。理想的真空度完全取决于材料的反应性以及在零件达到最终密度之前去除污染物的必要性。
为什么真空对于烧结至关重要
实现特定的真空度是烧结过程成功的关键。降低的压力具有几个关键功能,直接影响最终部件的质量。
防止氧化和污染
真空的主要目的是去除大气气体,特别是氧气和氮气。在高温烧结下,这些气体很容易与大多数金属反应,形成脆性氧化物和氮化物,从而损害材料的结构完整性。
去除粘合剂和润滑剂
大多数粉末金属零件都是使用有机粘合剂或润滑剂成型的。在烧结循环的初始加热阶段,这些化合物会汽化。真空环境对于有效地将这些气态副产品从炉中抽出至关重要,这个过程称为脱脂。
提高材料纯度和密度
通过消除反应性气体和脱气粘合剂,真空确保材料颗粒之间的接触点完美清洁。这使得能够形成优异的冶金键,从而生产出密度更高、强度更高、纯度更高、孔隙率最小的最终产品。

将真空度与材料需求匹配
没有一个单一的压力值适用于所有应用。所需的真空度是所处理材料和所需结果的直接函数。
反应性材料(例如钛)
钛、铌和某些高温合金等材料在高温下具有极强的反应性。对于这些材料,高真空(10⁻³至10⁻⁴毫巴或更低)是必不可少的。这最大限度地减少了残留氧气的存在,以防止脆化并确保最佳机械性能。
标准金属和陶瓷
对于反应性较低的材料,如不锈钢或许多工业陶瓷,中等真空(1至10⁻³毫巴)通常就足够了。这里的目标仍然是防止氧化和去除粘合剂,但材料对微量残留气体更具容忍性。
硬质合金
烧结硬质合金通常涉及复杂的循环,可能在脱脂过程中使用中等真空,然后在最终高温阶段使用低压惰性气体(如氩气)来控制碳含量并防止钴粘合剂的汽化。
了解权衡和陷阱
虽然较低的压力似乎更好,但追求尽可能深的真空并不总是最好或最实用的方法。了解权衡是实现高效和成功过程的关键。
设备成本和复杂性
实现高真空或超高真空需要复杂且昂贵的设备,例如涡轮分子泵或扩散泵。与用于中等真空水平的更简单的机械泵或隔膜泵相比,这些系统具有更高的运行和维护成本。
“放气”的风险
在极低的压力下,材料本身内部或吸附在炉壁上的气体可能会释放出来——这种现象称为放气。这使得达到并保持目标真空度变得困难且耗时。
合金元素的汽化
过高真空最显著的风险之一是挥发性合金元素的汽化。具有高蒸汽压的元素,如锰、铬或锌,可能会从零件表面蒸发,从而改变其最终的化学成分和性能。
为您的应用选择合适的压力
选择正确的真空度需要平衡材料要求和实际工艺限制。以下准则可以帮助您做出决定。
- 如果您的主要重点是加工钛等高反应性金属:您必须投资于能够达到10⁻⁴毫巴范围的高真空系统,以保证材料纯度。
- 如果您的主要重点是烧结标准不锈钢或非反应性陶瓷:坚固的中等真空系统(约10⁻²毫巴)通常是最具成本效益和可靠的解决方案。
- 如果您的主要重点是控制最终合金成分:请注意不要抽真空过大,这可能会使关键元素汽化。您可能需要使用惰性气体的分压。
最终,正确的真空度是能够保护材料完整性同时实现完全致密化的真空度。
总结表:
| 材料类型 | 推荐真空度 | 主要目的 |
|---|---|---|
| 反应性金属(例如钛) | 10⁻³至10⁻⁴毫巴 | 防止氧化和脆化 |
| 标准金属和陶瓷 | 1至10⁻³毫巴 | 去除粘合剂和控制污染 |
| 硬质合金 | 中等真空+惰性气体 | 管理碳含量和粘合剂汽化 |
使用 KINTEK 的精密实验室设备优化您的烧结工艺!无论您是处理反应性金属、陶瓷还是硬质合金,我们的真空炉和耗材都经过精心设计,可提供您所需的精确压力控制,以实现卓越的材料纯度、密度和性能。立即联系我们的专家,讨论您的具体要求,并了解 KINTEK 如何提高您实验室的效率和成果。
图解指南