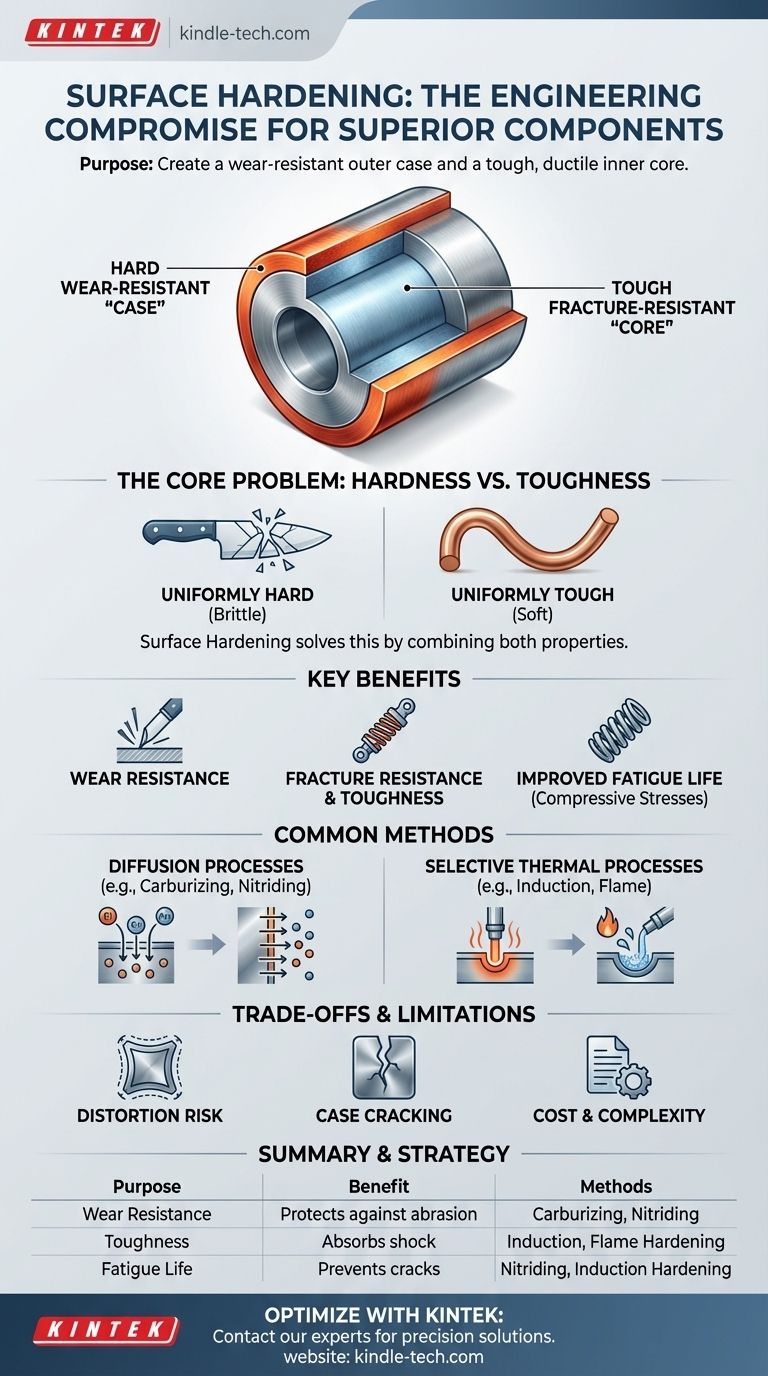
表面硬化的主要目的是制造出具有两种独特、理想特性的部件:坚硬、耐磨的表层和坚韧、延展性好的内芯。此过程仅选择性地硬化金属部件的表面,使其内部(即核心)保持较软、更具弹性的状态。这种双重特性结构使部件能够承受表面磨损和侵蚀,同时仍能吸收冲击并在负载下抵抗断裂。
表面硬化解决了一个基本的工程折衷问题。它不是在坚硬、易碎的材料(耐磨但易碎)和柔软、坚韧的材料(耐冲击但易磨损)之间做出选择,而是允许您创建一个结合了耐磨“表层”和抗断裂“核心”的单一部件。
核心工程问题:硬度与韧性
要理解表面硬化的价值,您必须首先了解两种关键材料特性之间固有的矛盾:硬度和韧性。
均匀硬化部件的局限性
硬度是材料抵抗表面压痕、划伤和磨损的能力。
一个完全硬化的部件,如陶瓷刀,在抵抗表面磨损方面表现出色。然而,这种高硬度几乎总是伴随着高脆性,使得部件在突然冲击下容易破碎。
均匀坚韧部件的局限性
韧性是材料吸收能量并在不发生断裂的情况下变形的能力。
一个坚韧的部件,如铜线,可以有效地弯曲和吸收冲击。然而,它也很软,当受到摩擦或与较硬材料接触时会迅速磨损。

表面硬化如何制造出卓越的部件
表面硬化通过在单个部件内部创建复合结构来解决这一矛盾,从而优化其以应对实际操作应力。
耐磨“表层”
硬化的外层,称为表层,为部件提供了耐用性。
这一层专门设计用于抵抗磨损、侵蚀和接触疲劳。这对于齿轮、轴承和凸轮轴等部件的使用寿命至关重要。
抗断裂“核心”
未经处理的较软的内部核心保留了其原有的韧性和延展性。
这使得部件能够承受弯曲力,吸收冲击载荷,并抵抗可能从表面开始的裂纹扩展,从而防止灾难性故障。
提高疲劳寿命
许多表面硬化方法,如渗氮和感应淬火,在表面引入了压应力。
这种压应力起到屏障作用,抵消导致疲劳裂纹形成的拉应力。这可以显著延长部件的疲劳寿命。
常见的表面硬化方法
虽然有许多具体的工艺,但它们通常分为两大类,以实现硬化表层和坚韧核心。
扩散工艺
这些方法涉及用促进硬度的元素富集金属(通常是钢)的表面。
渗碳将碳扩散到表面,而渗氮则使用氮。当部件随后进行热处理时,这个富集层变得异常坚硬。
选择性热处理工艺
这些方法使用快速、局部加热表面,然后快速冷却(淬火)。
感应淬火和火焰淬火是常见的例子。快速的热循环将表面的晶体结构转变为硬相(马氏体),而核心则保持太冷而不受影响。
了解权衡和局限性
虽然功能强大,但表面硬化并非万能解决方案,并且会带来一系列自身的技术考量。
变形风险
剧烈的加热和冷却循环可能导致部件翘曲或尺寸变化。
这通常需要二次精加工操作,例如磨削,以恢复所需的几何公差,从而增加成本和时间。
表层开裂的可能性
不当控制的工艺可能导致表层过脆或具有高内应力。
这可能导致微裂纹,尤其是在尖角或应力集中处,从而损害部件的完整性。
成本和复杂性
表面硬化是一个额外的制造步骤。它需要专门的设备和精确的工艺控制,这增加了生产成品部件的总成本和复杂性。
为您的目标做出正确选择
选择表面硬化策略完全取决于部件的预期应用、材料和性能要求。
- 如果您的主要关注点是最大的耐磨性和抗疲劳性:渗碳或渗氮等扩散方法可形成深层、良好结合的表层,非常适合传动齿轮等高负荷部件。
- 如果您的主要关注点是硬化特定局部区域:感应淬火等热处理方法为轴轴等部件的精确区域处理提供了卓越的速度和控制。
- 如果您的主要关注点是最大限度地减少部件变形:低温工艺(如气体渗氮)通常用于复杂或薄壁部件,在这些部件中保持尺寸稳定性至关重要。
通过创建这种工程复合结构,表面硬化使得设计出的部件不仅耐用,而且从根本上更可靠。
总结表:
| 目的 | 主要优点 | 常用方法 |
|---|---|---|
| 耐磨性 | 坚硬的外层防止磨损 | 渗碳、渗氮 |
| 韧性 | 柔软的内芯吸收冲击并抵抗断裂 | 感应淬火、火焰淬火 |
| 提高疲劳寿命 | 压应力防止裂纹形成 | 渗氮、感应淬火 |
使用 KINTEK 的精密表面硬化解决方案优化您的部件。
无论您是开发高负荷齿轮、耐用轴承还是复杂的薄壁部件,KINTEK 在实验室设备和耗材方面的专业知识都可以帮助您选择和实施最适合您特定需求的表面硬化工艺。我们的解决方案确保您的部件在表面硬度和核心韧性之间达到完美平衡,以实现最大的可靠性和使用寿命。
立即联系我们的专家,讨论我们如何提升您的实验室能力并改善您的部件性能!
图解指南