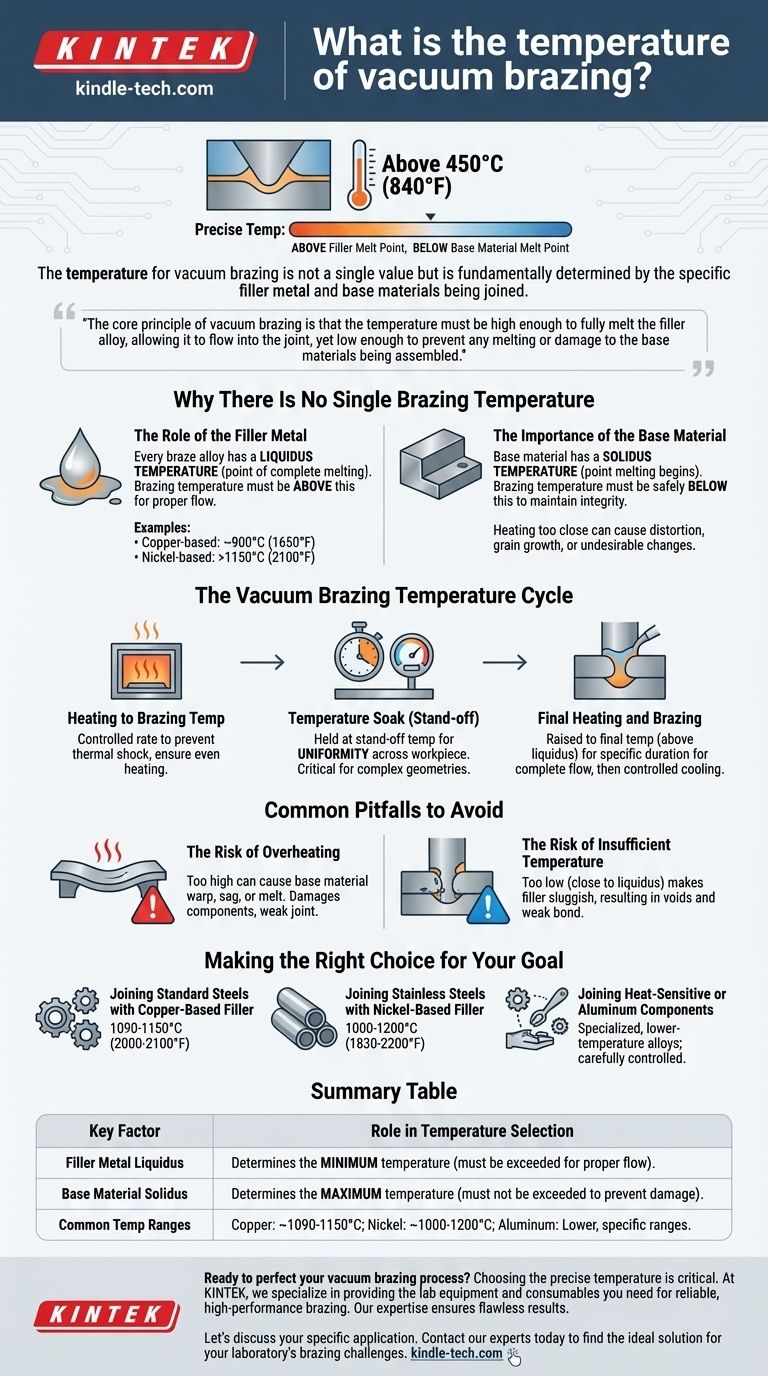
真空钎焊的温度不是一个单一的数值,它主要由所连接的特定填充金属和基体材料决定。虽然所有钎焊都发生在 450°C (840°F) 以上,但精确的温度是经过仔细选择的,必须高于填充金属的熔点,但要安全地低于被粘合部件的熔点。
真空钎焊的核心原则是温度必须足够高,以使填充合金完全熔化,使其能够流入接头,但又必须足够低,以防止被组装的基体材料熔化或损坏。
为什么没有单一的钎焊温度
钎焊温度的选择是基于组件冶金学的关键工程决策。这是填充金属性能与基体材料性能之间的一种平衡。
填充金属的作用
决定最低钎焊温度的主要因素是填充金属,也称为钎料合金。
每种钎料合金都有一个液相线温度,即它完全液化的点。钎焊温度必须设置在高于此液相线温度,以确保合金能够通过毛细作用自由地流入接头。
例如,一些铜基合金可能在 900°C (1650°F) 左右完全液化,而高性能镍基合金可能需要超过 1150°C (2100°F) 的温度。
基体材料的重要性
第二个关键因素是被连接部件的基体材料。
基体材料有一个固相线温度,即它开始熔化的点。钎焊温度必须始终安全地保持在该点以下,以维持工件的结构完整性。
将基体金属加热到非常接近其固相线,即使它没有熔化,也可能导致变形、晶粒长大或其他不良的冶金变化。

真空钎焊温度循环
最终的钎焊温度只是一个精心控制的加热和冷却循环中的一个点。每个阶段都有其特定的目的。
加热到钎焊温度
炉子以受控的速率加热部件。这种缓慢、稳定的升高可以防止热冲击,并使组件的所有部分,无论厚薄,都能均匀加热。
温度浸渍(停留)
在达到最终钎焊温度之前,循环通常包括一个“浸渍”阶段。炉子会保持组件在一个停留温度上一段时间,以确保整个工件的温度均匀性。
这一步对于复杂的几何形状至关重要,可以确保当填充金属熔化时,接头的所有部分都处于正确的温度以接受它。
最终加热和钎焊
浸渍后,温度升高到最终钎焊点,高于填充金属的液相线。在此温度下保持特定时间,以使填充金属完全流遍整个接头,然后开始受控的冷却循环。
应避免的常见陷阱
设置错误的温度可能导致钎焊接头完全失效。了解风险是实现成功过程的关键。
过热的风险
将温度设置得太高可能是灾难性的。它可能导致基体材料翘曲、下垂甚至开始熔化。这会损坏部件并形成薄弱、不可靠的接头。
温度不足的风险
将温度设置得太低,或太接近填充金属的液相线,也是常见的失效模式。填充金属会流动迟缓,无法正常流动,导致出现空隙、接头填充不完全和粘合力弱。
为您的目标做出正确的选择
正确的温度始终来源于填充金属制造商提供的材料规格以及对您的基体材料的透彻了解。
- 如果您的主要重点是使用铜基填充金属连接标准钢材: 您的钎焊温度可能在 1090-1150°C (2000-2100°F) 范围内。
- 如果您的主要重点是使用镍基填充金属连接不锈钢: 您将在更高的温度下操作,通常在 1000-1200°C (1830-2200°F) 之间,具体取决于特定的合金。
- 如果您的主要重点是连接对热敏感的部件或铝制部件: 您将使用特殊的、低温的填充合金,钎焊温度会经过仔细控制,以避免损坏基体金属。
最终,成功的真空钎焊取决于选择一个能为填充金属提供完美流动性而又不损害工件完整性的温度。
摘要表:
| 关键因素 | 温度选择中的作用 |
|---|---|
| 填充金属液相线 | 决定最低温度(必须超过才能正确流动)。 |
| 基体材料固相线 | 决定最高温度(为防止损坏,绝对不能超过)。 |
| 常见温度范围 | 铜合金:约 1090-1150°C;镍合金:约 1000-1200°C;铝合金:较低,特定范围。 |
准备完善您的真空钎焊工艺吗?
选择精确的温度对于接头强度和部件完整性至关重要。在 KINTEK,我们专注于提供您实现可靠、高性能钎焊所需的实验室设备和耗材。我们的专业知识确保您可以取得完美的结果,无论您处理的是标准钢材、不锈钢还是对热敏感的材料。
让我们讨论您的具体应用。 立即联系我们的专家,为您的实验室钎焊挑战找到理想的解决方案。
图解指南