本质上,锌的汽化是金属从固态或液态转变为气态蒸气的物理过程。当锌被加热到其沸点907°C(1665°F)时,就会发生这种情况。关键在于,这个温度远低于钢的熔点,这是该现象成为焊接等工业应用中主要关注点的主要原因。
锌汽化的核心问题是其相对于其他常见金属,尤其是钢,沸点较低。这种差异意味着在高温加工过程中,保护性锌涂层会在基材金属开始熔化之前很久就剧烈地转化为有毒烟雾,从而带来严重的安全和质量挑战。
驱动问题的物理原理
锌汽化的实际影响源于材料特性上的根本不匹配。理解这种冲突是管理它的第一步。
两种温度的故事
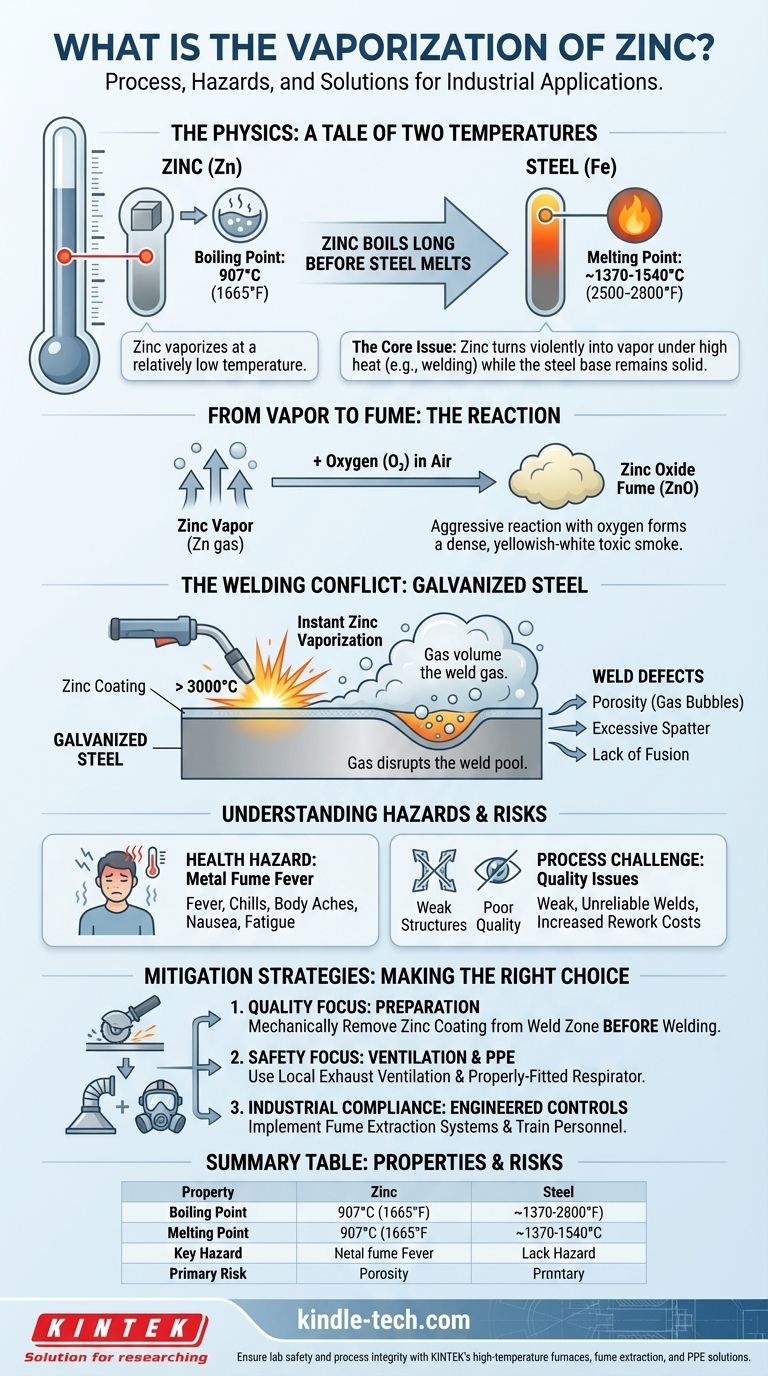
整个挑战可以通过比较两个数字来概括。
锌在907°C(1665°F)沸腾。
钢在1370-1540°C(2500-2800°F)左右熔化。
这意味着任何旨在熔化钢的工艺,如焊接,都将提供足够的能量来剧烈蒸发掉附近存在的任何锌。
从蒸气到烟雾
一旦锌变成气体,它不会长时间保持无形蒸气状态。热锌气体立即并剧烈地与周围空气中的氧气发生反应。
这种反应形成氧化锌(ZnO),一种细小的颗粒物,表现为浓密的黄白色烟雾。这种烟雾是健康风险和工艺复杂性的主要来源。

最常见的情况:焊接镀锌钢
虽然锌汽化在金属精炼和铸造中也相关,但其最常见和最具问题性的出现是在镀锌钢的焊接中。
什么是镀锌?
镀锌是将保护性锌涂层应用于钢或铁的过程。这种涂层作为牺牲屏障,防止下面的钢生锈。
焊接冲突
当焊接电弧(温度可超过3000°C)接触镀锌钢时,下面的锌涂层会立即汽化。
这种从薄固体层到大量气体的突然转化在熔融焊池内产生巨大的压力。气体扰乱了电弧的稳定性并污染了焊缝本身。
对焊缝质量的影响
逸出的锌蒸气直接导致严重的焊缝缺陷。
这些缺陷包括气孔(凝固焊缝中捕获的气泡)、过多的焊渣飞溅和未熔合。由此产生的焊缝通常结构薄弱、不可靠且外观不佳。
理解危害和权衡
简单地“穿透”锌涂层进行焊接不是一个可行的策略。安全和质量方面的权衡是严重的,必须通过适当的程序来解决。
健康危害:金属烟热
吸入氧化锌烟雾是一种严重的职业危害。它可能导致一种称为金属烟热的急性病症。
症状通常在接触后数小时出现,并模仿流感:发烧、发冷、全身酸痛、恶心和疲劳。虽然这种疾病通常是暂时的,但反复接触可能产生累积效应,应始终避免。
工艺挑战:准备工作不可协商
保证高质量焊缝的唯一方法是首先防止锌进入焊池。
这要求在开始焊接之前机械去除焊缝区域的锌涂层。研磨、打磨或使用翻砂盘等方法是常见的。这增加了重要的准备步骤,增加了时间和劳动力成本。
控制必要性:通风和个人防护装备
由于某些烟雾的产生通常不可避免,因此适当的安全控制至关重要。
这包括使用局部排气通风(烟雾抽排器)在源头捕获烟雾,并佩戴适当的个人防护装备(PPE),特别是适用于金属烟雾的呼吸器。
为您的目标做出正确选择
您管理锌汽化的方法必须由您的主要目标决定,无论是人身安全、项目质量还是工业合规性。
- 如果您的主要关注点是焊缝质量:您必须在开始焊接之前机械去除焊缝区域及周围的锌涂层。
- 如果您的主要关注点是人身安全:始终优先考虑通风,在开放或通风良好的区域工作,并佩戴正确佩戴的适用于金属烟雾的呼吸器。
- 如果您的主要关注点是工业合规性:实施工程控制,如烟雾抽排系统,并确保所有人员都接受过危害培训并配备了正确的个人防护装备。
理解锌在焊接热下总是会汽化是预测其影响并确保工作中的人身安全和结构完整性的关键。
总结表:
| 特性 | 锌 | 钢(作比较) |
|---|---|---|
| 沸点 | 907°C (1665°F) | 不适用 |
| 熔点 | 420°C (787°F) | ~1370-1540°C (2500-2800°F) |
| 主要危害 | 形成有毒氧化锌(ZnO)烟雾 | 不适用 |
| 主要风险 | 金属烟热,焊缝缺陷 | 不适用 |
确保您的实验室在处理锌等金属时的安全和工艺完整性。有毒烟雾暴露和材料失效的风险是真实存在的。KINTEK专注于实验室设备和耗材,提供高温炉、烟雾抽排系统和个人防护装备,以保护您的团队和您的工作。不要在安全上妥协——立即联系我们的专家,为您的应用找到合适的解决方案!
图解指南