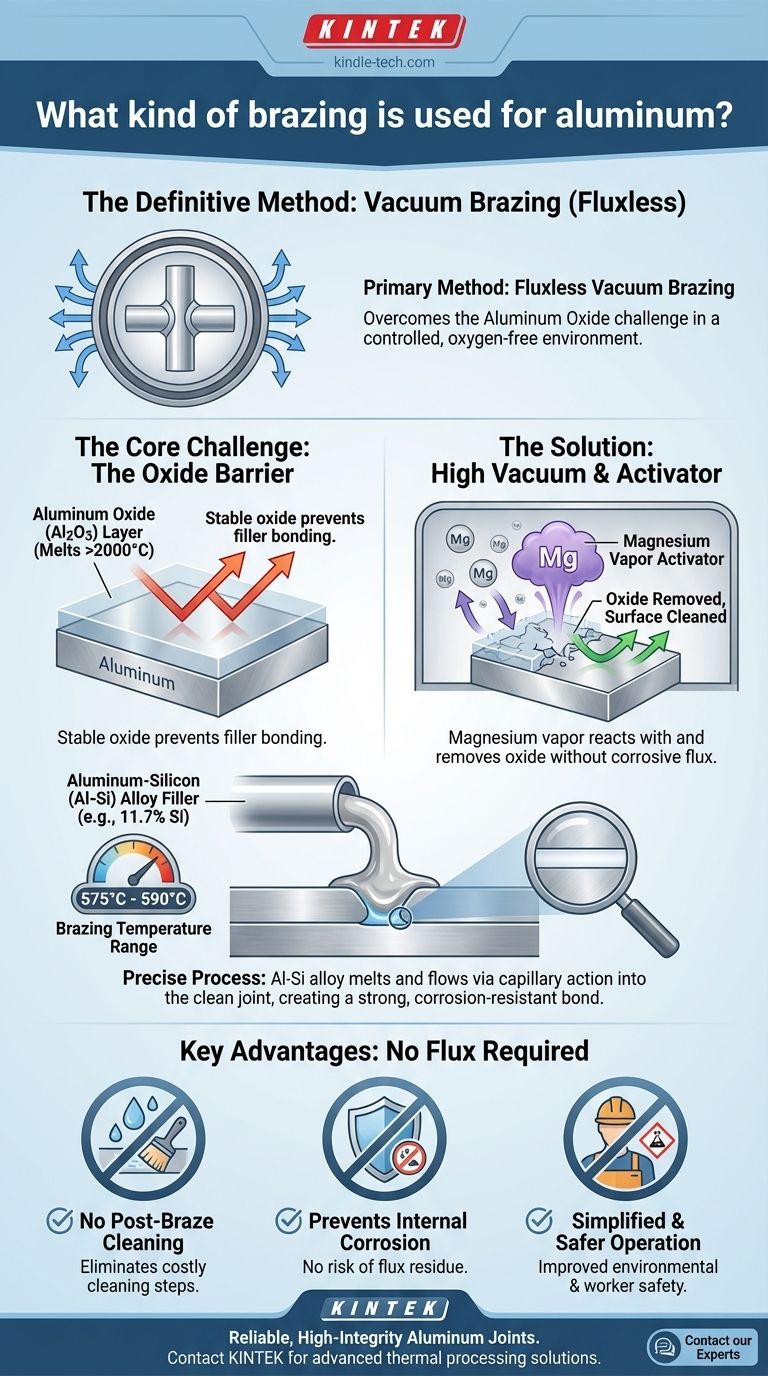
最常见且最有效的铝材钎焊方法是一种无焊剂工艺,称为真空钎焊。该技术在高度真空的腔室中进行,并使用特定类型的填充金属,通常是铝硅(Al-Si)合金。它专门用于克服连接铝材的最大挑战:其稳定、保护性的表面氧化层。
铝材钎焊的根本挑战在于其顽固的氧化膜(Al2O3),它会阻止填充金属的结合。真空钎焊通过使用高真空和金属活化剂(如镁)来去除氧化层,从而实现牢固、清洁的接头,而无需腐蚀性化学焊剂。
核心挑战:克服氧化物屏障
钎焊铝材与钎焊钢或铜不同。其难度完全在于金属的表面化学性质。
氧化铝(Al2O3)的问题
铝与空气接触后会立即反应,形成一层致密、稳定且透明的氧化铝(Al2O3)层。
这种氧化膜的熔点超过2000°C,远高于铝基材本身。该层充当屏障,阻止熔融的钎焊填充金属“润湿”并与下方的铝结合。

真空钎焊如何解决问题
真空钎焊是一种优雅的多管齐下的解决方案,专门设计用于在不使用刺激性化学品的情况下克服氧化铝层。
高真空的作用
该过程在真空炉中进行,压力为10⁻⁵毫巴或更低。这种高度受控的环境最大限度地减少了氧气的存在,防止零件在加热到钎焊温度时进一步氧化。
金属活化剂的功能
为了处理现有的氧化物,将金属活化剂——最常见的是镁(Mg)——引入到工艺中。
随着炉子加热,镁会汽化。这种镁蒸气积极地与氧化铝膜反应,将其分解并有效地清洁基材表面。
铝硅(Al-Si)填充金属
去除氧化物屏障后,填充金属即可发挥作用。对于铝材,这通常是铝硅(Al-Si)合金。
这些含有7%至12%硅的合金比铝基材具有更低的熔点。标准选择是含11.7%硅的共晶Al-Si合金,其熔点精确为577°C。
一旦熔化,这种填充剂通过毛细作用流入接头,冷却后形成牢固、耐用且耐腐蚀的结合。
了解工艺及其优势
真空铝钎焊(VAB)是一种精确的工业工艺,与其他方法相比具有明显的优势。
精确的温度控制
钎焊温度窗口很窄,通常为575°C至590°C。填充剂的熔点非常接近基材的熔点。
因此,现代真空炉使用多个加热区来保持极高的温度均匀性,通常在整个工件中达到±5.5°C以内。
主要优势:无需焊剂
由于真空和镁活化剂处理氧化物去除,因此不需要化学钎焊焊剂。这提供了几个关键优势:
- 无需钎焊后清洁:消除了从成品零件中清洁腐蚀性焊剂残留物的复杂且昂贵的步骤。
- 防止内部腐蚀:没有残留焊剂导致最终组件隐藏腐蚀和过早失效的风险。
- 简化和更安全的操作:避免了腐蚀性化学焊剂的处理和处置,提高了环境和工人安全。
所得接头质量
所得接头以其高质量而闻名。它们表现出优异的强度、韧性和耐腐蚀性,与母体铝材相当。颜色匹配也几乎完美,创造出干净、无缝的外观。
为您的应用做出正确选择
选择连接方法完全取决于您的项目的技术要求、产量和成本限制。
- 如果您的主要关注点是高完整性接头和批量生产:真空钎焊是汽车热交换器等关键部件的明确选择,可提供无与伦比的一致性和可靠性。
- 如果您的主要关注点是避免高资本投资:请注意,真空钎焊需要专用炉,因此不适用于一次性工作或原型制作,在这些情况下可能会考虑更简单的基于焊剂的方法。
- 如果您的主要关注点是组件寿命和性能:真空钎焊的无焊剂性质是一个显著优势,因为它完全消除了由焊剂引起的腐蚀导致未来故障的风险。
通过了解真空钎焊如何从根本上解决氧化铝问题,您可以自信地指定一种能够生产可靠、高质量组件的工艺。
总结表:
| 关键方面 | 详情 |
|---|---|
| 主要方法 | 真空钎焊(无焊剂) |
| 核心挑战 | 克服氧化铝(Al2O3)层 |
| 解决方案机制 | 高真空 + 镁(Mg)活化剂 |
| 典型填充金属 | 铝硅(Al-Si)合金(例如,11.7% Si) |
| 钎焊温度范围 | 575°C – 590°C |
| 主要优势 | 无需焊剂,消除钎焊后清洁和腐蚀风险 |
您的实验室或生产需求是否需要可靠、高完整性的铝接头?
KINTEK专注于先进的热处理解决方案,包括真空钎焊系统和耗材。我们的专业知识确保您的铝组件实现最大的强度、耐用性和耐腐蚀性,而无需焊剂的复杂性。
立即联系我们的专家,讨论我们如何支持您的特定钎焊要求并提高您的产品质量。
图解指南