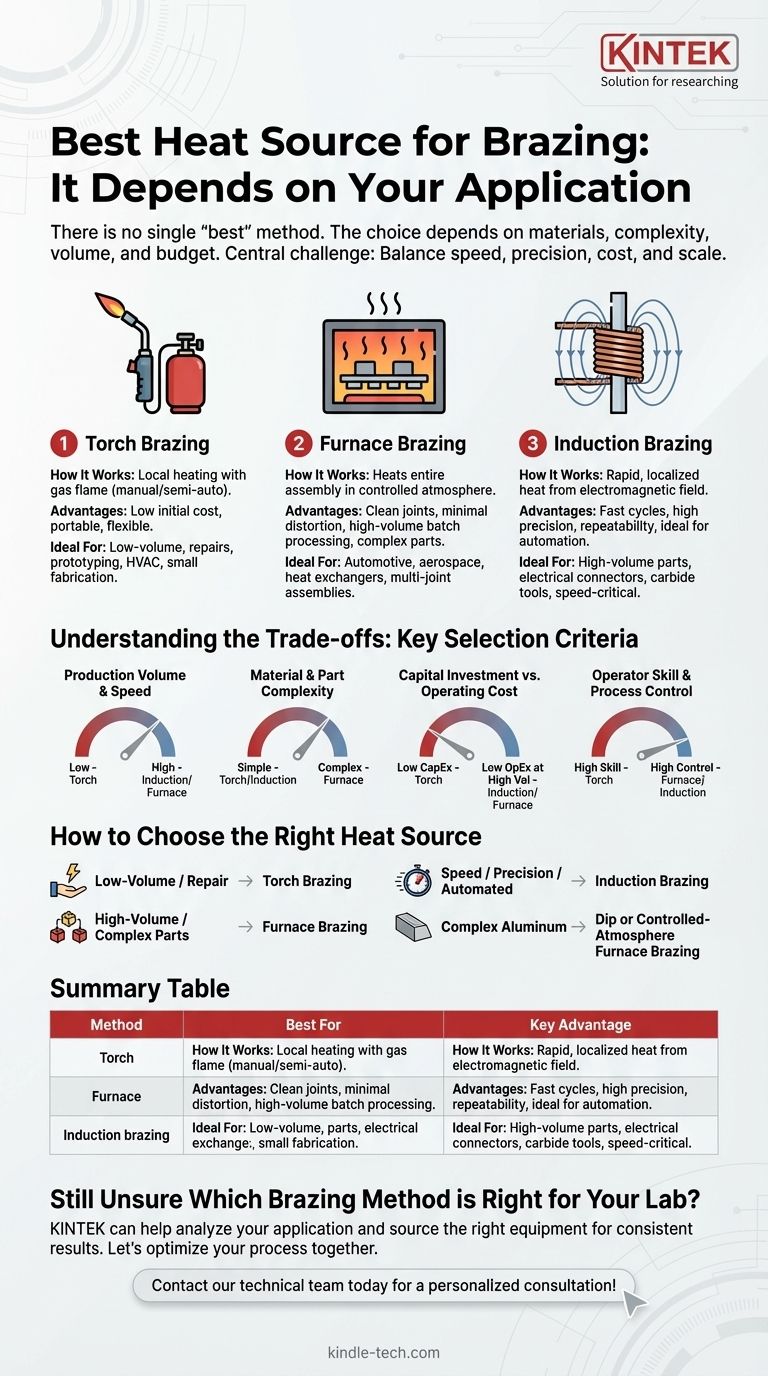
最好的钎焊热源是与您的具体应用最匹配的热源。没有单一的“最佳”方法;选择取决于诸如待连接材料、组件的复杂性、所需的生产量和预算等因素。最常见的方法包括火焰、炉内、感应、浸渍和电阻钎焊,每种方法都有其独特的优点。
核心挑战不是找到“最佳”热源,而是理解速度、精度、成本和规模之间的权衡。理想的方法应能为您的特定零件和生产目标提供持续且经济所需的热能。
常见钎焊热源概述
每种钎焊方法都提供独特的功能组合。了解它们的工作原理是做出明智决策的第一步。
火焰钎焊
工作原理:这是最常见的半自动或手动方法,使用燃气火焰(如氧乙炔或空气丙烷)局部加热母材。操作员将火焰施加到接头区域,并在达到钎焊温度后引入填充金属。
主要优点:火焰钎焊因其初始资本成本低、便携性和灵活性而受到重视。它非常适用于一次性维修、原型制作和需要处理各种接头类型的低产量生产。
理想应用:它广泛用于管道、暖通空调维修和小型制造。虽然它可以自动化以实现更高产量,但它最常与操作员技能至关重要的手动操作相关联。
炉内钎焊
工作原理:将预先放置好钎焊填充金属的整个组件装入炉中。炉子在受控气氛(如真空或惰性气体)中将整个组件加热到钎焊温度,以防止氧化。
主要优点:这种方法生产出干净、高质量的接头,变形最小,非常适合大批量生产。它允许同时钎焊数百或数千个零件——即使是那些具有多个、难以触及的接头的零件。
理想应用:炉内钎焊是汽车和航空航天工业中制造复杂部件(如热交换器、燃油轨和涡轮叶片)的主要工艺。
感应钎焊
工作原理:交流电通过一个精确成形的铜线圈,产生电磁场。当零件放置在线圈内或附近时,该电磁场会在金属内部产生涡流,从而在需要加热的精确位置产生快速局部热量。
主要优点:感应钎焊提供极快的加热周期、卓越的精度和高重复性,使其非常适合自动化。热量局部集中在接头处,最大限度地减少了热影响区并保护了零件的其余部分。
理想应用:这种方法擅长于连接器、硬质合金刀具和燃油管路组件等零件的大批量制造,在这些应用中,速度和一致性至关重要。
了解权衡:关键选择标准
您的决定最终将平衡四个关键因素。对其中任何一个的误判都可能导致质量差、成本高或生产瓶颈。
生产量和速度
对于小批量工作或维修,火焰钎焊的灵活性和低设置成本是无与伦比的。对于大批量、自动化生产线,感应钎焊的速度和重复性或炉内钎焊的批量处理能力则远胜一筹。
材料和零件复杂性
如果您要连接具有多个或内部接头的复杂组件,炉内钎焊通常是唯一实用的解决方案,因为它能均匀加热整个零件。对于钎焊热敏组件,感应钎焊的精确度允许您在不损坏相邻区域的情况下加热接头。
资本投资与运营成本
火焰钎焊的进入门槛最低,所需的设备投资最少。感应和炉内钎焊系统代表着巨大的资本支出,但由于速度、能源效率和劳动力减少,在大批量生产中,其单位零件成本要低得多。
操作员技能和过程控制
手动火焰钎焊的质量和一致性高度依赖于操作员的技能。相比之下,炉内和感应钎焊是机器控制的工艺,一旦设置正确,即可提供高度可重复的结果,在运行过程中对专业操作员技术的需求较少。
如何选择合适的热源
将方法与您最重要的目标相匹配。
- 如果您的主要关注点是小批量生产或现场维修:火焰钎焊提供了低成本、便携性和灵活性的最佳组合。
- 如果您的主要关注点是复杂零件的大批量、一致性制造:炉内钎焊为具有多个接头的组件提供了无与伦比的质量和吞吐量。
- 如果您的主要关注点是自动化生产线中的速度和精度:感应钎焊提供了最快、最可重复、最局部的加热方式。
- 如果您的主要关注点是连接复杂的铝制组件,如热交换器:浸渍钎焊或受控气氛炉内钎焊是行业标准。
最终,选择合适的热源在于将工艺能力与您特定工作的技术和经济需求相匹配。
总结表:
| 钎焊方法 | 最适合 | 主要优点 |
|---|---|---|
| 火焰钎焊 | 小批量、维修、原型制作 | 低成本、灵活性、便携性 |
| 炉内钎焊 | 大批量、复杂组件 | 批量处理、均匀加热、高质量 |
| 感应钎焊 | 高速、自动化生产 | 快速、精确、局部加热 |
仍不确定哪种钎焊方法适合您的实验室?
选择正确的热源对于获得坚固、可靠的接头并最大限度地提高生产效率至关重要。KINTEK的专家专注于实验室设备和耗材,包括根据您的具体材料、产量和质量要求量身定制的钎焊解决方案。
我们可以帮助您:
- 分析您的应用,推荐最有效和最具成本效益的钎焊方法。
- 采购合适的设备,确保您的实验室或生产线获得一致、高质量的结果。
让我们一起优化您的钎焊工艺。 立即联系我们的技术团队进行个性化咨询!
图解指南