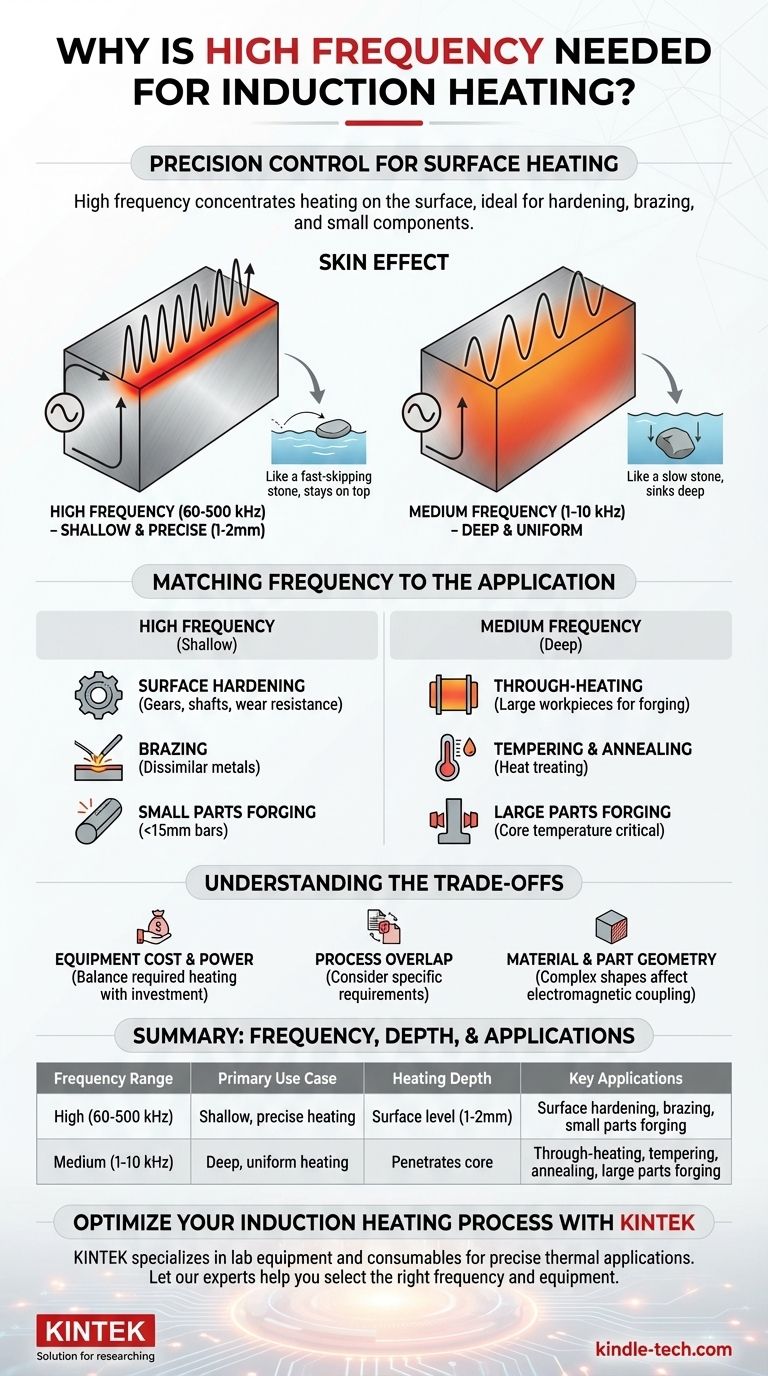
简而言之,感应加热使用高频是因为它能精确控制热量产生的区域。较高的频率将加热效应集中在金属零件的表面,使其非常适合表面硬化、钎焊或快速高效地加热小型部件等应用。
需要理解的核心原则是,频率是控制加热深度的主要因素。高频会在表面附近产生浅而精确的热量,而低频则会更深入地穿透工件。
基本原理:“趋肤效应”
频率和加热深度之间的关系受一种称为“趋肤效应”的物理原理支配。理解这个概念是掌握感应加热的关键。
什么是趋肤效应?
当交流电(AC)流过导体时,它倾向于不均匀分布。更多的电流流经导体的外表面,即“趋肤”。
随着电流频率的增加,这种效应变得更加明显。
频率如何控制加热深度
高频电流紧密地限制在表面,在非常薄的层中产生强烈的热量。可以将其想象成一块快速跳跃的石头,只与水的最上层接触。
低频或中频电流在产生热量之前会更深入地穿透材料。这就像一块缓慢移动的石头,沉入水面以下很深。
结果:精确的表面级热量
通过使用高频,工程师可以只加热齿轮齿的表面以使其硬化,同时保持核心坚韧和延展性。这种精度是低频无法实现的,低频会加热整个齿轮。

根据应用匹配频率
高频和中频之间的选择完全取决于零件的尺寸和加热过程的预期结果。
高频(通常为 60 kHz - 500 kHz)
高频感应是浅层和精确加热任务的首选工具。
其主要应用包括表面硬化(淬火),其中只需加热 1-2 毫米的薄层;钎焊异种金属;以及快速热锻非常小的零件,例如直径小于 15 毫米的棒材。
中频(通常为 1 kHz - 10 kHz)
中频感应用于需要将热量深入渗透到零件中或均匀加热大块材料的情况。
这使其非常适合大型工件的透热锻造、回火、退火以及任何零件核心温度与表面温度同样重要的过程。
了解权衡
选择正确的频率不仅是技术决策;它还涉及实际和经济考量。
设备成本和功率
通常,生成不同频率所需的设备具有不同的成本和功率能力。决策必须平衡所需的加热效果与资本投资。
工艺重叠
对于某些工件,界限可能会模糊。一台高功率中频机器可能达到与一台低功率高频机器相似的加热效果,因此必须仔细考虑具体的工艺要求。
材料和零件几何形状
工件的材料及其特定形状也会影响电磁场与它的耦合方式。适用于简单钢棒的方法可能需要针对带有细齿的复杂齿轮进行调整。
为您的目标做出正确选择
最佳频率是能最好地服务于特定零件和工艺的工程目标的频率。
- 如果您的主要重点是表面硬化、钎焊或加热小型零件:高频感应提供必要的精度和速度。
- 如果您的主要重点是透热、回火或锻造大型零件:中频感应确保热量深入均匀地渗透。
- 如果您的主要重点是在复杂零件上实现特定的硬化深度:您必须平衡频率、功率和加热时间以达到精确目标。
最终,选择正确的频率是实现高效、可重复和成功的感应加热结果的最关键因素。
总结表:
| 频率范围 | 主要用途 | 加热深度 | 主要应用 |
|---|---|---|---|
| 高频 (60-500 kHz) | 浅层、精确加热 | 表面级 (1-2mm) | 表面硬化、钎焊、小型零件锻造 |
| 中频 (1-10 kHz) | 深层、均匀加热 | 穿透核心 | 透热、回火、退火、大型零件锻造 |
准备好优化您的感应加热过程了吗? KINTEK 专注于实验室设备和耗材,为表面硬化和钎焊等精确热应用提供定制解决方案。让我们的专家帮助您选择适合您特定需求的频率和设备。立即联系我们,提高您实验室的效率并获得可重复、高质量的结果!
图解指南