单一数字的错觉
在工程学中,我们常常寻求绝对值。我们想知道最高速度、断裂点或最高温度。
但当问到“真空炉的温度是多少?”时,答案很少是一个单一的数字。它是一个设计约束。
真空炉不仅仅是一个烤箱;它是一个受控环境,旨在操纵物质的特性。温度能力完全取决于您试图实现的目标——无论是简单的退火还是复杂的原子键合。
对于工程师来说,问题不是“它能有多热?”而是“为了改变这种特定材料的结构,它必须有多热?”
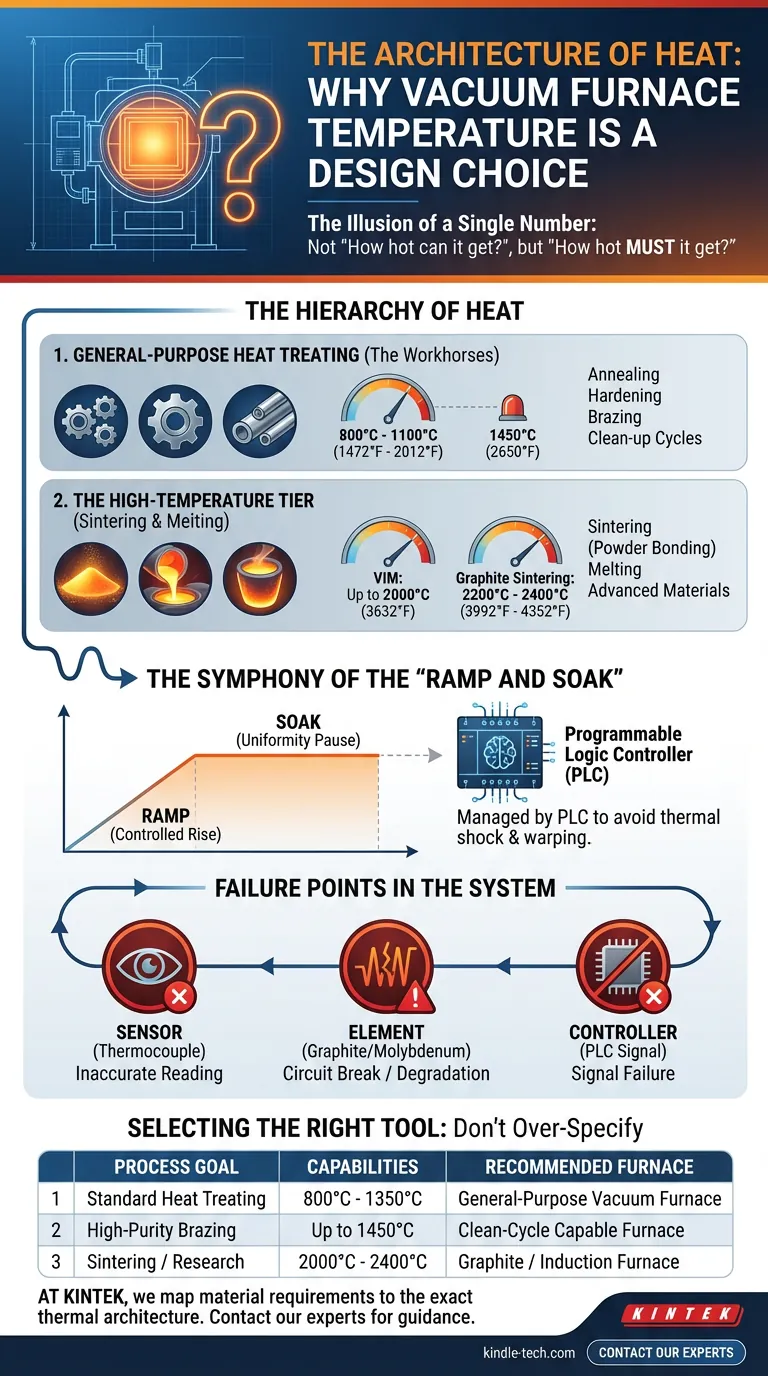
热量的层级
炉子的最高温度由其结构决定——特别是其“热区”(加热元件和绝缘材料)中使用的材料。我们可以根据热耐久性的阈值对这些系统进行分类。
1. 通用热处理(主力军)
对于绝大多数工业应用来说,极端高温是不必要的。退火、硬化和钎焊等工艺通常发生在 800°C 至 1100°C (1472°F - 2012°F) 之间。
专为该范围设计的炉子通常最高可达 1450°C (2650°F)。这种余量允许:
- 运行高温“清理”循环以烧掉污染物。
- 加工特种合金而不使系统过载。
2. 高温级别(烧结与熔化)
当我们从处理金属转向制造金属时,要求发生了变化。烧结——将粉末颗粒粘合成立体的过程——需要摧毁标准炉子的能量水平。
这些专用设备,通常使用石墨加热元件,运行在不同的领域:
- 真空感应熔炼 (VIM):高达 2000°C (3632°F)。
- 石墨烧结炉:在 2200°C 至 2400°C (3992°F - 4352°F) 之间。
“升温和保温”的交响曲
热量不是一个开关,而是一个需要管理的曲线。
如果加热材料过快,它会经历热冲击。如果加热不均匀,它会变形。因此,真空炉循环是一个精心编排的序列,称为 升温和保温 (Ramp and Soak)。
- 升温 (Ramp):温度的受控升高。
- 保温 (Soak):在特定温度下暂停(例如,在 800°C 下保持 20 分钟)。这允许材料的核心赶上表面温度,确保均匀性。
这由 可编程逻辑控制器 (PLC) 管理。这个计算机是操作的核心,它以毫秒为单位读取热电偶的数据并调整功率输出来精确地跟踪温度曲线。
系统中的故障点
在真空中达到 2000°C 是与物理学作斗争。它创造了一个高应力环境,容错空间为零。
当炉子未能达到目标温度时,通常是反馈回路出现故障。
- 传感器(热电偶):如果眼睛无法准确看到温度,大脑(PLC)就无法控制它。
- 元件:石墨或钼加热元件会随着时间而退化。电路中断意味着零热量。
- 控制器:很少情况下,恒温器本身无法发送绘制功率的信号。
了解这些故障点与了解最高温度同样重要。这是成功循环和损坏批次之间的区别。
选择正确的工具
购买最强大的可用工具会带来心理上的安慰。然而,在实验室设备中,过度规格是不经济的。
您不需要 2400°C 的烧结炉来在 900°C 下退火钢。您需要一个根据您的实际情况进行调整的系统。
| 工艺目标 | 所需能力 | 推荐炉型 |
|---|---|---|
| 标准热处理 | 800°C - 1350°C | 通用真空炉 |
| 高纯度钎焊 | 高达 1450°C | 洁净循环炉 |
| 烧结 / 研究 | 2000°C - 2400°C | 石墨 / 感应炉 |
在 KINTEK,我们深知精确度的价值。我们不仅提供设备;我们帮助您将材料需求映射到实现这些需求所需的精确热量架构。
无论您需要标准热处理循环的可靠性,还是高真空烧结工艺的极端能力,我们的专家都随时准备为您提供选择指导。
图解指南