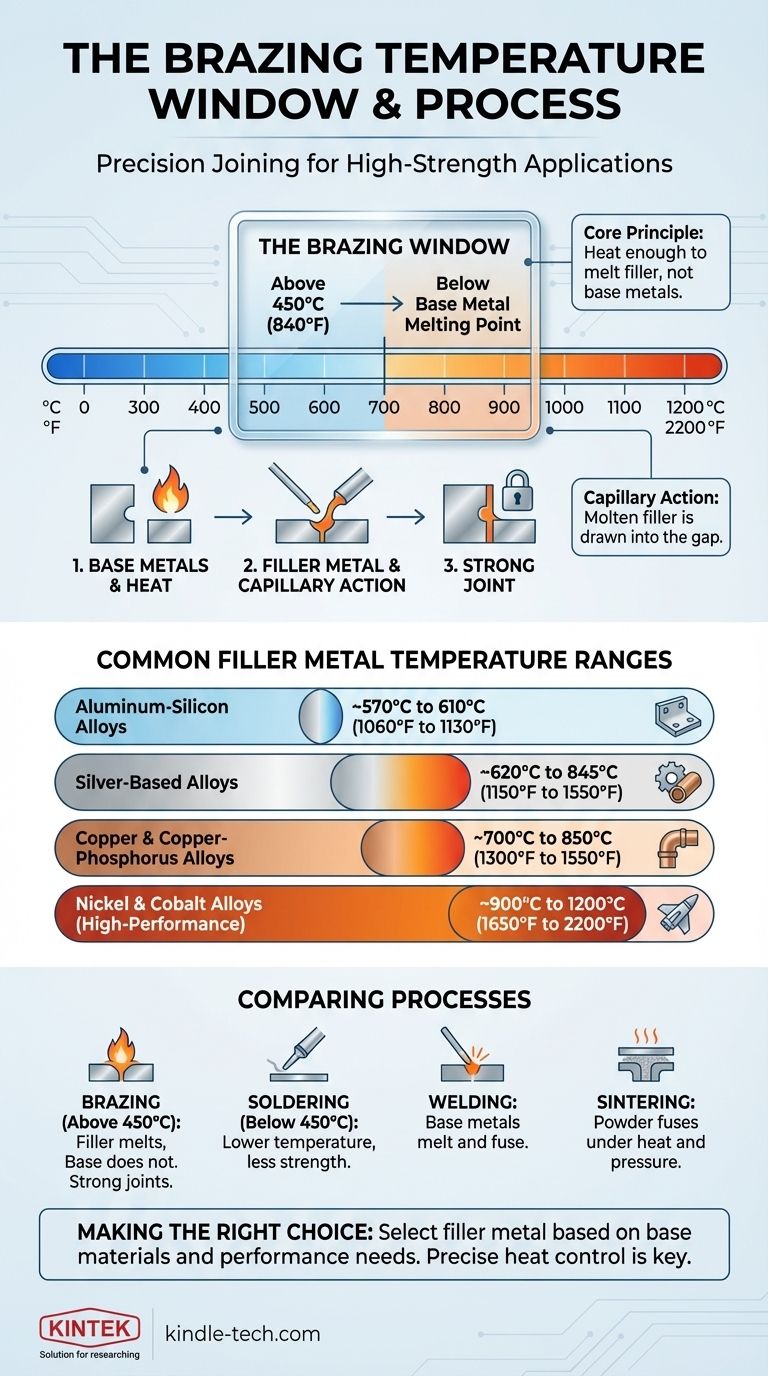
根据定义,钎焊是一种金属连接工艺,在高于 450°C (840°F) 的温度下进行。然而,所使用的确切温度始终低于所连接母材的熔点,并且完全由应用所需的特定填充金属合金决定。
钎焊的核心原理不是一个单一的温度,而是一个特定的温度窗口:它必须足够热以熔化填充金属,但又不能热到熔化您正在连接的部件。
钎焊温度的定义原则
钎焊在不熔化零件本身的情况下,在两个或多个金属零件之间形成坚固、永久的接头。温度是实现此过程最关键的变量。
毛细作用是关键
钎焊的目标是将母材加热到一定温度,使专用填充金属在接触时熔化。
然后,这种熔融的填充物通过毛细作用现象被吸入零件之间紧密的缝隙中,冷却后形成接头。
高于 450°C (840°F):官方阈值
美国焊接学会 (AWS) 正式将钎焊定义为在 450°C (840°F) 以上发生的任何工艺。
这个特定温度是钎焊与低温对应物软钎焊的区别所在。
低于母材的熔点(固相线)
至关重要的是,钎焊温度必须保持在母材的固相线(金属开始熔化的点)以下。
如果母材熔化,该过程就不再是钎焊;它变成了焊接。保持这种区别是成功钎焊的基础。
按填充金属分类的常见钎焊温度范围
实际的钎焊温度取决于您使用的填充金属的化学成分。不同的母材和应用需要不同的填充物。
铝硅合金
这些填充物用于钎焊铝部件。它们具有相对较低的熔点,以避免熔化铝母材。
这些合金的典型钎焊温度范围是 ~570°C 至 610°C (1060°F 至 1130°F)。
银基合金
通常被称为“银焊料”(一种误称)或“硬焊料”,它们是用于连接钢、不锈钢、铜和黄铜的最通用和广泛使用的钎焊合金之一。
它们的钎焊温度通常范围为 ~620°C 至 845°C (1150°F 至 1550°F)。
铜和铜磷合金
铜磷合金非常适合铜与铜的连接,无需助焊剂,因为磷充当助焊剂。
这些合金的工作温度范围为 ~700°C 至 850°C (1300°F 至 1550°F)。
镍钴合金
这些填充物用于航空航天部件或燃气轮机等高性能应用,提供卓越的强度以及对高温和腐蚀的抵抗力。
这些先进合金需要更高的钎焊温度,通常从 ~900°C 到 1200°C (1650°F 到 2200°F)。
了解钎焊与其他工艺的区别
不同的高温材料工艺之间经常出现混淆。区别始终在于温度和目的。
钎焊与软钎焊
区别很简单:软钎焊发生在 450°C (840°F) 以下,而钎焊发生在 450°C (840°F) 以上。这导致钎焊接头比软焊接头具有显着更高的强度和耐温性。
钎焊与焊接
在钎焊中,只有填充金属熔化。在焊接中,母材的边缘会熔化并融合在一起,通常还会添加填充金属。
钎焊与烧结
烧结是一种通过施加热量和压力从粉末中制造固体材料块的工艺。温度足够高以使颗粒融合和结合,但通常低于完全熔点。
虽然一些高温钎焊(例如,使用镍合金)可能在与烧结相似的温度范围(~750-1300°C)内操作,但它们的目标根本不同。钎焊连接不同的部件,而烧结从粉末中形成单个部件。
为您的项目做出正确选择
选择正确的钎焊温度是根据您的基材和性能要求选择正确填充金属的直接结果。
- 如果您的主要重点是连接铜或钢等标准材料:请从银基或铜基填充合金开始,它们的温度范围为 620-850°C。
- 如果您的主要重点是连接铝:您必须使用较低温度的铝硅填充物,通常在 570-610°C 左右,以避免熔化母材。
- 如果您的主要重点是高性能或高温应用:您将需要专业的镍基或钴基填充物,它们需要超过 900°C 的温度和受控的炉气氛。
最终,正确的温度是能够正确熔化您选择的填充金属,同时不损害您打算连接的部件完整性的温度。
总结表:
| 填充金属类型 | 常见母材 | 典型钎焊温度范围 |
|---|---|---|
| 铝硅合金 | 铝 | 570°C 至 610°C (1060°F 至 1130°F) |
| 银基合金 | 钢、不锈钢、铜、黄铜 | 620°C 至 845°C (1150°F 至 1550°F) |
| 铜磷合金 | 铜与铜 | 700°C 至 850°C (1300°F 至 1550°F) |
| 镍钴合金 | 高性能(航空航天、涡轮机) | 900°C 至 1200°C (1650°F 至 2200°F) |
您的钎焊应用需要精确、可靠的热量吗? KINTEK 专注于高性能实验室炉和热处理设备,提供精确的温度控制和均匀加热,以实现从铝到高级合金等材料的完美钎焊接头。让我们的专家帮助您选择适合您特定填充金属和应用要求的理想炉。立即联系 KINTALK 讨论您的钎焊炉需求!
图解指南