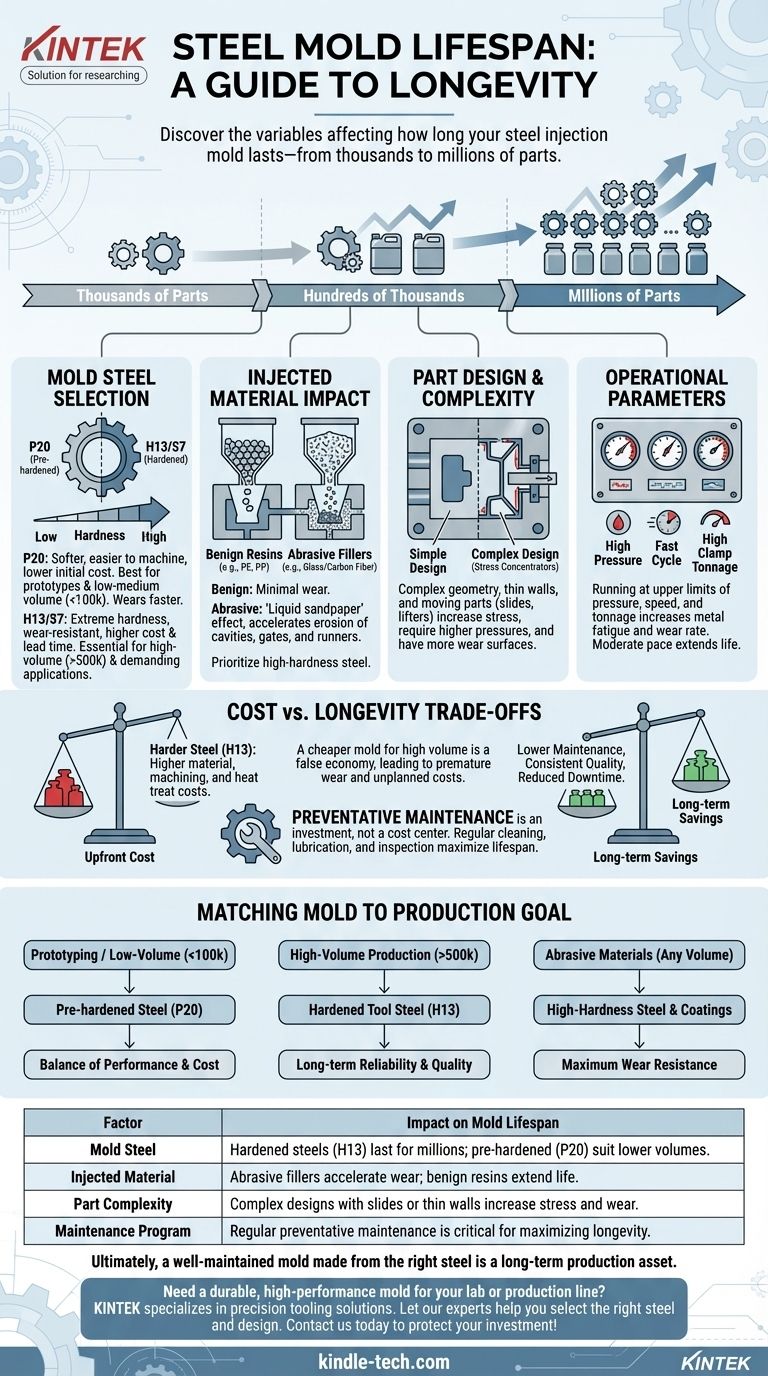
钢制注塑模具的使用寿命并非一个单一数字,而是一个由其工程设计和使用情况决定的广泛范围。一个模具在需要大修或更换之前,可以生产从几千个到超过一百万个零件。决定其寿命的关键因素是所用钢材的类型、零件的复杂性、注射塑料的磨损性以及维护程序的严谨性。
模具的寿命与其说是钢材的固定属性,不如说是材料选择、零件设计、运行应力和维护之间相互作用的动态结果。理解这些因素是预测和最大化投资回报率的关键。
定义模具寿命的核心因素
“能用多久”这个问题最好通过检查在其使用寿命期间保存或降解模具的变量来回答。
模具钢材选择
钢材的选择是模具寿命的基础。钢材的选择基于所需的生产量和注射材料的性质。
较软的预硬化钢,如P20,常用于原型和小到中等批量生产。它们更容易、更快地加工,降低了工具的初始成本,但磨损会更快。
对于大批量生产和高要求应用,硬化工具钢,如H13或S7,是标准选择。这些钢材在加工后进行热处理,以达到极高的硬度和耐磨性,使其能够承受数百万次循环。
注射材料
被模塑的塑料树脂对模具表面有显著影响。
像聚丙烯或聚乙烯这样的良性材料几乎不会引起磨损。然而,含有磨蚀性填料的树脂,如玻璃纤维或碳纤维,每次注射都像液体砂纸一样,加速型腔、浇口和流道系统的侵蚀。
零件设计和模具复杂性
零件本身的几何形状会给模具带来应力。
具有薄壁、尖锐内角或深筋的复杂设计会产生应力集中器,并需要更高的注射压力,从而增加磨损。
带有滑块、顶杆或折叠型芯等移动部件的模具具有更多的磨损表面。如果设计和维护不当,这些机构通常是第一个失效点。
操作参数
模具在压机中的运行方式直接影响其寿命。
高注射压力和速度、快速循环时间和高锁模力都会随着时间的推移导致金属疲劳和磨损。与以更温和的速度运行相比,持续在加工窗口上限运行模具会缩短其寿命。

理解权衡:成本与寿命
选择合适的模具是一项商业决策,需要在前期投资和长期生产需求之间取得平衡。
硬度更高钢材的前期成本
像H13这样的硬化工具钢比P20更昂贵。它们还需要更多的时间和专业的设备进行加工,而且加工后的热处理增加了另一个步骤和成本。这导致了更高的初始工具价格。
较软钢材的隐性成本
为大批量生产项目选择更便宜的P20模具是一种典型的虚假经济。该工具可能会过早磨损,导致零件质量问题、计划外停机,并可能在项目中期产生建造第二个替换模具的成本。
维护作为一项投资
严格的预防性维护计划不是成本中心;它是对模具寿命的直接投资。推迟定期清洁、润滑和检查在短期内可以节省一点钱,但却会带来昂贵的维修和更短的整体工具寿命。
将模具与您的生产目标匹配
使用您项目的核心要求来指导您的决策。
- 如果您的主要重点是原型制作或小批量生产(< 100,000个零件):P20等预硬化钢提供了性能和成本效益的最佳平衡。
- 如果您的主要重点是大批量生产(> 500,000个零件):投资于H13等硬化工具钢对于确保长期可靠性和一致的零件质量至关重要。
- 如果您的项目涉及磨蚀性材料(例如,玻璃纤维填充尼龙):无论生产量如何,都要优先选择高硬度、耐磨工具钢(并可能采用专用表面涂层)。
最终,一个由正确钢材制成的维护良好的模具不是一项开支,而是一项长期的生产资产。
总结表:
| 因素 | 对模具寿命的影响 |
|---|---|
| 模具钢材 | 硬化钢(H13)可使用数百万次循环;预硬化钢(P20)适用于较低产量。 |
| 注射材料 | 磨蚀性填料(玻璃纤维)加速磨损;良性树脂(聚乙烯)延长寿命。 |
| 零件复杂性 | 带有滑块或薄壁的复杂设计会增加应力和磨损。 |
| 维护计划 | 定期预防性维护对于最大限度延长寿命至关重要。 |
需要为您的实验室或生产线提供耐用、高性能的模具吗?KINTEK 专注于实验室设备和耗材,通过精密工具解决方案满足实验室需求。让我们的专家帮助您根据项目的产量和材料要求选择合适的钢材和设计。立即联系我们,保护您的投资并确保长期生产成功!
图解指南