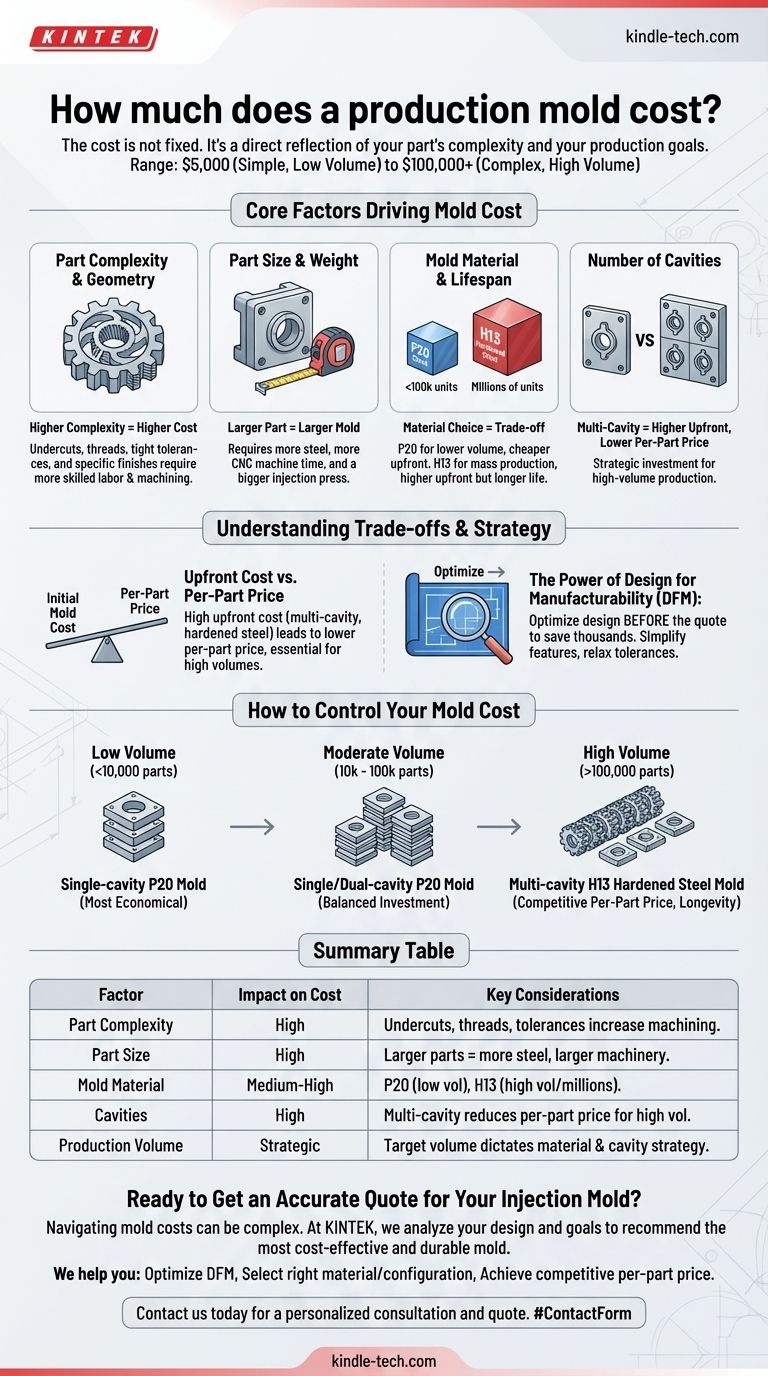
简而言之:一个生产质量的注塑模具成本从简单设计的5,000美元到复杂、大批量工具的100,000美元以上不等。虽然这个范围看起来很广,但价格并非随意设定。它是根据您打算生产的零件的具体设计直接计算出来的。
最关键的一点是,注塑模具的成本并非产品的固定价格,而是直接反映了您零件的复杂性和您的生产目标。要控制模具成本,您必须首先控制零件的设计。
影响模具成本的核心因素
了解模具价格的构成可以揭开成本的神秘面纱,并赋予您影响它的能力。价格主要取决于机械师的时间以及制造精密耐用工具所需的原材料。
零件复杂性和几何形状
这是成本的最大驱动因素。一个简单、开合的盒子比一个具有复杂特征的组件模塑成本要低得多。
显著增加复杂性和成本的因素包括需要侧向抽芯或顶块的倒扣,以及需要旋出机构的螺纹。同样,严格的公差和特定的表面光洁度(如高抛光或特定纹理)需要更精确的加工和熟练的劳动力,直接增加了最终价格。
零件尺寸和重量
较大的零件需要较大的模具。这会对成本产生连锁反应。
更大的模具需要更多的钢材,这会增加材料成本。它还需要在更大、更昂贵的数控机床上花费更多时间来切割钢材,并且最终需要在更大的注塑机上运行,而注塑机的每小时费率更高。
模具材料和寿命
用于制造模具的钢材类型是根据所需的生产量选择的。这是前期成本和长期耐用性之间的一个基本权衡。
P20钢模具是一种常见且经济高效的选择,适用于高达约100,000件的产量。对于数百万件的大规模生产,则需要像H13这样的硬化工具钢。硬化钢更昂贵且更难加工,显著增加了模具的前期成本,但确保了它能够承受长期生产的压力。
型腔数量
模具可以设计为每次循环生产一个零件(单型腔模具)或每次循环生产多个零件(多型腔模具)。
多型腔模具的制造成本要高得多,因为您基本上是在一个模具基座内创建多个模具。然而,它大大降低了每个零件的价格,因为您在相同机器时间内生产了更多的单元。这是高产量产品的战略投资。

理解权衡
选择模具不仅仅是寻找最低价格。它是投资于一个符合您特定生产需求的工具。这里的失配是一个常见且代价高昂的错误。
“廉价”模具的陷阱
非常低的报价,通常是针对铝或低等级钢模具的,通常是用于“原型”或“过渡”工具。虽然它非常适合测试或小批量生产(少于5,000件),但这种模具无法承受全面生产的严苛。它会很快磨损,生产出不一致的零件,最终需要您购买第二个、更昂贵的生产工具。
前期成本与单件成本
模具的初始成本与最终单件成本之间的矛盾是持续存在的。一个简单的单型腔模具入门价格低,但导致单件成本较高。一个复杂的多型腔硬化钢模具初始成本非常高,但能提供低得多的单件成本,这对于高产量下的盈利能力至关重要。
可制造性设计(DFM)的力量
降低模具成本最有效的方法发生在报价请求之前。可制造性设计(DFM)是优化零件设计以使其更容易、更高效生产的过程。消除一个不必要的倒扣或放宽一个非关键公差可以从模具成本中节省数千美元。
如何控制模具成本
您的生产目标是决定正确投资的最重要因素。以您的目标产量作为指导。
- 如果您的主要重点是原型制作或小批量生产(<10,000件):由P20钢制成的单型腔模具是最经济有效且实用的解决方案。
- 如果您的主要重点是中等批量生产(10,000到100,000件):高质量的单型腔或双型腔P20钢模具在投资和耐用性之间提供了最佳平衡。
- 如果您的主要重点是高批量大规模生产(>100,000件):投资由硬化工具钢(H13)制成的多型腔模具是必要的,以实现具有竞争力的单件价格并确保工具的寿命。
通过了解构成其成本的因素,您可以将模具从一项主要开支转变为您项目的战略资产。
总结表:
| 因素 | 对成本的影响 | 关键考虑事项 |
|---|---|---|
| 零件复杂性 | 高 | 倒扣、螺纹和严格公差显著增加加工时间和成本。 |
| 零件尺寸 | 高 | 较大的零件需要更多的钢材和更大、更昂贵的机械。 |
| 模具材料 | 中到高 | P20钢适用于较低产量(<10万),硬化H13钢适用于高产量生产(数百万)。 |
| 型腔数量 | 高 | 多型腔模具前期成本更高,但能大幅降低高产量的单件成本。 |
| 生产量 | 战略性 | 您的目标产量决定了最佳的模具材料和型腔策略。 |
准备好为您的注塑模具获取准确报价了吗?
管理模具成本可能很复杂,但您不必独自面对。在KINTEK,我们专注于为实验室设备和耗材制造提供量身定制的解决方案。我们的专家将分析您的零件设计和生产目标,以推荐最经济高效且耐用的模具,满足您的特定需求。
我们帮助您:
- 优化您的可制造性设计(DFM)以降低成本。
- 为您的目标产量选择合适的模具材料和配置。
- 实现具有竞争力的单件价格并确保长期生产成功。
立即联系我们进行个性化咨询和报价。让我们将您的项目变为生产现实。
图解指南