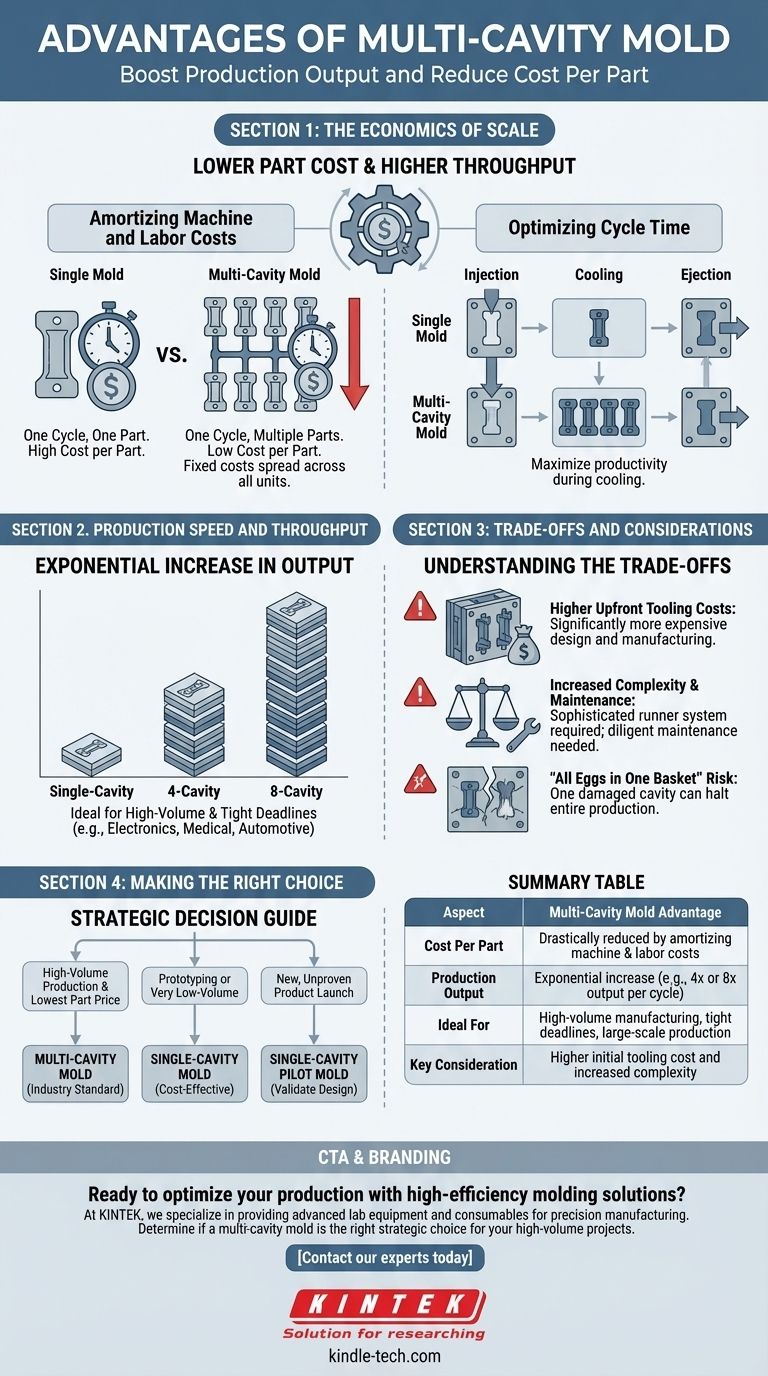
多腔模具的主要优点是产量大幅增加,并且每个零件的成本显著降低。 通过在单个注塑成型周期中创建多个组件,您可以利用相同的机器、操作员和周期时间生产更多单位,从而实现强大的规模经济。
多腔模具是对效率的投资。虽然初始模具成本较高,但它能带来更低的单位价格和更高的吞吐量,使其成为大批量制造的明确选择。
规模经济:为什么更多型腔能降低零件成本
使用多腔模具最令人信服的原因是它对每个零件最终价格的直接影响。这种成本降低并非微不足道;它是生产经济学上的根本性转变。
分摊机器和人工成本
单个注塑成型周期有固定的相关成本,主要是机器的运行时间和操作员的人工。
无论模具生产一个零件还是八个零件,机器仍然完成一个周期。多腔模具将这些固定成本分摊到所有生产的零件上,从而大幅降低了任何单个单位的成本贡献。
优化循环时间
总循环时间包括注射、冷却和顶出。冷却通常是持续时间最长的阶段。
多腔模具有效地利用了整个周期。当零件冷却时,您同时固化多个单位而不是仅仅一个,从而最大限度地提高了每一秒的生产力。
对生产速度和吞吐量的影响
对于需求量大或时间紧迫的项目,生产速度至关重要。与单腔模具相比,多腔模具可使产量呈指数级增长。
实现大批量生产
一个4腔模具在相同时间内,使用一台机器生产的零件数量大约是单腔模具的四倍。一个8腔模具生产的零件数量是八倍。
这种能力对于满足消费电子、医疗一次性用品或汽车零部件等每年需要数百万单位的需求至关重要。
满足紧张的市场期限
对于新产品发布,快速建立库存的能力可以成为显著的竞争优势。多腔成型允许您在短时间内从零扩展到数十万个单位,确保您能够满足发布当天的需求。
了解权衡和注意事项
多腔模具的优点显而易见,但它们并非适用于所有项目的正确解决方案。了解权衡对于做出明智的决定至关重要。
更高的前期模具成本
这是最显著的障碍。多腔模具在设计和制造上比单腔模具复杂得多,成本也更高。
成本并非线性增长。由于需要复杂的内部流道系统来为所有型腔供料,一个4腔模具的成本将显著高于四个单腔模具。
增加工具复杂性和维护
多腔模具需要复杂的流道系统,以将熔融塑料均匀地分配到每个型腔。实现平衡填充——即所有型腔以相同的速率和压力填充——是一个复杂的工程挑战。
不平衡可能导致短射或飞边等零件缺陷,并且工具本身需要更细致的维护,以保持所有型腔完美运行。
“把所有鸡蛋放在一个篮子里”的风险
如果一个型腔损坏或需要维护,整个模具可能需要停止生产。这将停止所有型腔的产出,而这是运行多个独立单腔模具时不存在的风险。
为您的生产目标做出正确选择
选择正确的型腔数量是一个战略决策,需要在项目的产量、预算和时间表之间取得平衡。
- 如果您的主要关注点是大批量生产和尽可能低的零件价格: 一旦您的预计产量证明初始模具投资是合理的,多腔模具就是行业标准。
- 如果您的主要关注点是原型制作或极小批量生产: 单腔模具是最具成本效益和实用的选择,因为它前期成本最低。
- 如果您的主要关注点是推出一个未经证实的新产品: 一种常见的策略是先使用单腔试产模具验证设计,然后再投入高成本的多腔生产模具。
最终,选择正确的型腔数量是一个战略决策,需要在前期投资和长期制造效率之间取得平衡。

总结表:
| 方面 | 多腔模具优势 |
|---|---|
| 每个零件的成本 | 通过将机器和人工成本分摊到多个单位而大幅降低 |
| 生产产量 | 指数级增长(例如,每个周期产出增加4倍或8倍) |
| 理想用途 | 大批量制造、紧迫的期限、大规模生产 |
| 关键考虑因素 | 更高的初始模具成本和增加的复杂性 |
准备好通过高效的成型解决方案优化您的生产了吗?
在KINTEK,我们专注于提供先进的实验室设备和耗材,包括精密制造解决方案。我们的专业知识可以帮助您确定多腔模具是否是提高产量和降低大批量项目成本的正确战略选择。
立即联系我们的专家,讨论您的具体需求,并了解我们如何为您的实验室或生产线带来效率和规模。
图解指南