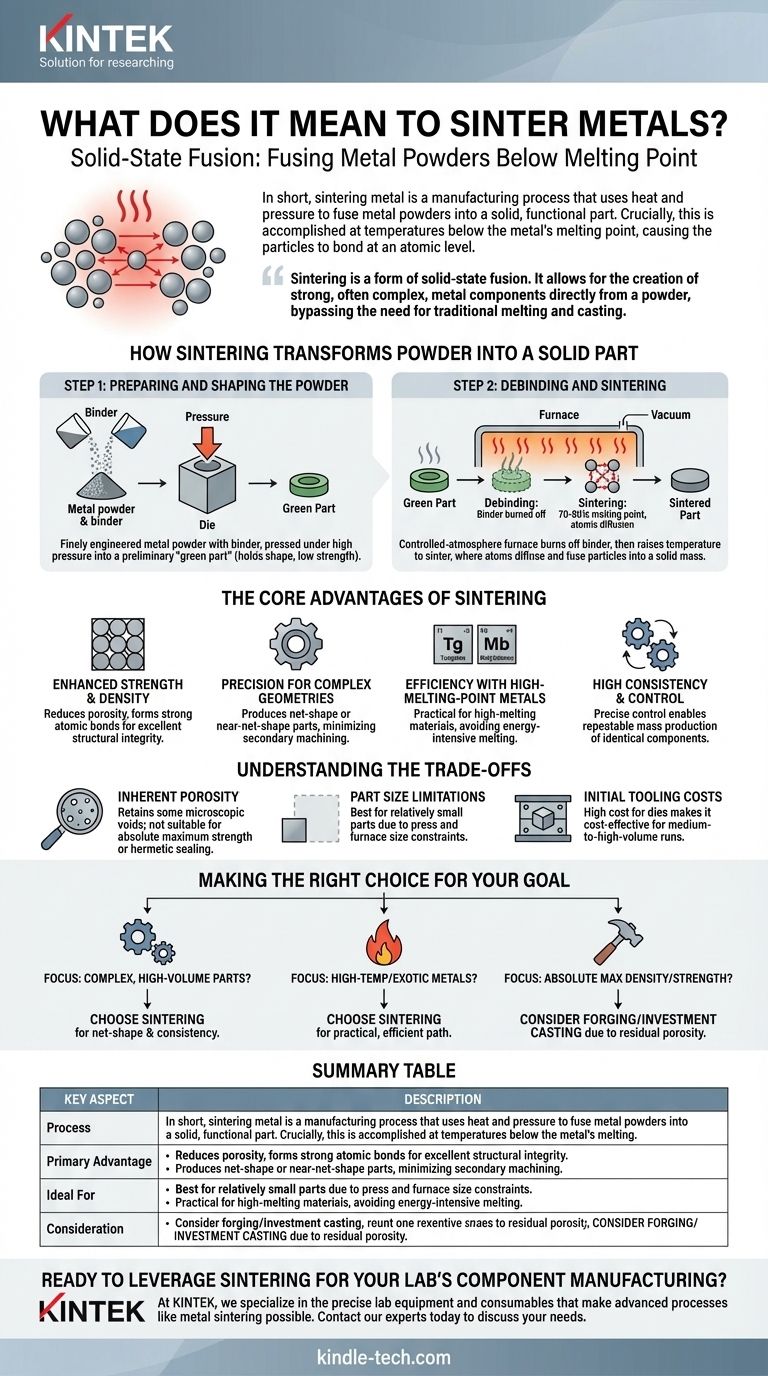
简而言之,金属烧结是一种制造工艺,它利用热量和压力将金属粉末熔合成一个坚固、实用的部件。至关重要的是,这个过程是在低于金属熔点的温度下完成的,使颗粒在原子层面键合,而无需变成液体。
需要掌握的核心概念是,烧结是一种固态熔合。它允许直接从粉末中制造坚固的、通常是复杂的金属部件,从而避免了传统熔化和铸造的需要。
烧结如何将粉末转化为固体部件
这个过程不仅仅是施加热量;它是一个精确的多步骤方法,旨在制造具有特定性能的部件。它从根本上依赖于原子扩散的原理——即单个粉末颗粒中的原子迁移穿过边界,与邻近的颗粒形成牢固的金属键。
第 1 步:准备和成型粉末
旅程始于精细设计的金属粉末。这种粉末通常与临时聚合物粘合剂混合,以改善其成型特性。
然后将这种混合物倒入模具中,并在高压下压实,形成一个易碎的初步形状,称为“生坯件”(green part)。该部件能保持其形状,但尚未形成最终强度。
第 2 步:脱脂和烧结
将生坯件放入受控气氛的炉中,通常是真空炉。初始加热阶段称为脱脂(debinding),在此阶段将粘合剂材料小心地烧掉。
接下来,温度升高到烧结点。在此高温下——通常是金属熔点的 70-90%——金属颗粒中的原子变得高度活跃,并开始扩散穿过颗粒边界,将它们熔合在一起形成一个坚固的、连贯的整体。
烧结的核心优势
制造商选择烧结不仅仅因为它很有趣,而是因为它在制造某些类型的部件(从汽车齿轮到电气触点)时具有明显的优势。
增强的强度和密度
该过程显著减少了松散粉末颗粒之间存在的空隙,即孔隙率(porosity)。这种致密化,加上牢固的原子键的形成,使得部件具有出色的结构完整性和耐用性。
复杂几何形状的精度
烧结在生产近净形或接近净形零件方面非常出色。这意味着部件从炉中取出时的尺寸已经非常接近最终尺寸,从而大大减少甚至消除了昂贵且耗时的二次加工的需要。
高熔点金属的效率
对于钨或钼等熔点极高的金属来说,熔化和铸造是一个能源密集且困难的过程。烧结为将这些材料加工成可用部件提供了一种更实用、更具成本效益的方法。
高一致性和控制
由于该过程基于对粉末成分、压力、温度和时间的精确控制,因此具有高度的可重复性。这使得烧结成为大规模生产一致、相同的部件的理想选择。
了解权衡
没有哪种制造工艺适用于所有应用。要有效地使用烧结,了解其局限性至关重要。
固有的孔隙率
尽管烧结大大提高了密度,但它很少能消除所有孔隙。大多数烧结部件都会保留一小部分微小空隙。对于需要绝对最大强度或气密密封的应用,这种残留孔隙率可能是限制因素。
部件尺寸限制
高压压实和大型专业炉的需求意味着烧结通常最适合生产相对较小的部件。通过烧结制造非常大的部件通常是不切实际或在经济上不可行的。
初始模具成本
将金属粉末压制成生坯形状所需的模具由硬化工具钢制成,制造成本可能很高。这种初始投资意味着烧结对于可以通过摊销模具成本的中高批量生产运行来说是最具成本效益的。
根据您的目标做出正确的选择
选择烧结完全取决于您部件的具体要求和生产规模。
- 如果您的主要重点是生产复杂、大批量的零件: 烧结是一个绝佳的选择,因为它能够制造出具有高一致性的近净形部件,从而最大限度地减少加工成本。
- 如果您的主要重点是加工高温金属或稀有金属: 烧结提供了一种比尝试熔化和铸造这些材料更实用、更节能的制造途径。
- 如果您的主要重点是实现绝对最大的密度和抗疲劳强度: 您可能需要考虑锻造或精密铸造等工艺,因为烧结部件中的残留孔隙率可能是极端性能应用的限制因素。
通过了解其原理,您可以利用烧结作为一种强大的工具,用于高效和精确的金属部件制造。
摘要表:
| 关键方面 | 描述 |
|---|---|
| 工艺 | 在低于熔点的温度下,利用热量和压力熔合金属粉末(固态扩散)。 |
| 主要优势 | 制造出复杂、近净形、高一致性且加工量最少的零件。 |
| 理想用途 | 高批量生产和加工钨等高熔点金属。 |
| 需要考虑的因素 | 零件具有轻微的固有孔隙率;初始模具成本较高。 |
准备好利用烧结技术来制造您实验室的部件了吗?
在 KINTEK,我们专注于使金属烧结等先进工艺成为可能的精密实验室设备和耗材。无论您是开发新材料还是扩大生产规模,我们的专业知识和高质量解决方案都能帮助您取得卓越成果。
立即联系我们的专家,讨论我们如何支持您实验室的具体需求并推动您的项目向前发展。
图解指南