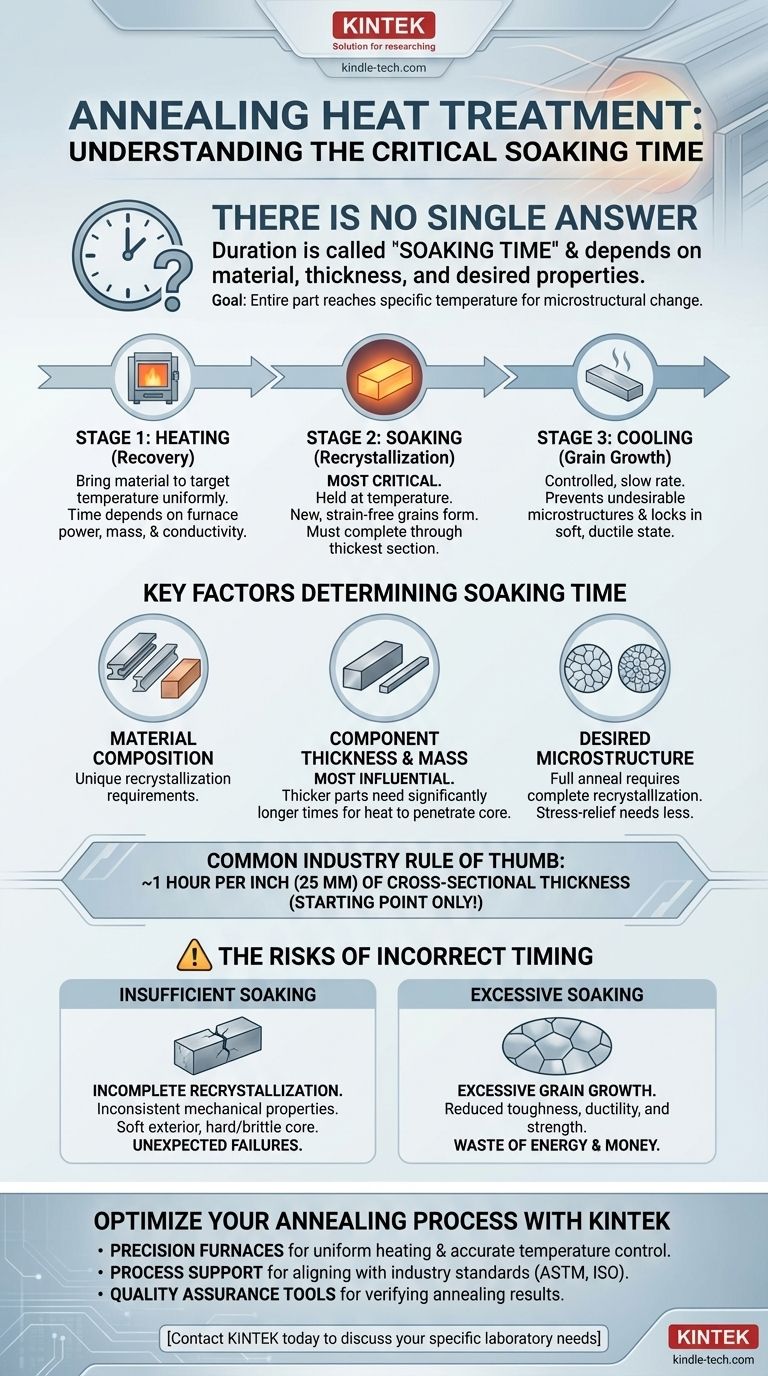
至关重要的是,退火过程中热量施加的时间长度没有单一的答案。这个持续时间,更准确地称为浸泡时间,完全取决于材料的成分、其厚度以及您希望达到的特定性能。这个过程不是关于固定的时间,而是关于确保整个工件达到并保持特定温度足够长的时间,以便其内部结构发生变化。
退火的核心原理不仅仅是加热,而是将材料保持在特定温度,直到称为再结晶的所需微观结构转变在整个横截面内完成。这个“浸泡”持续时间是关键变量,而不是初始加热时间。
退火周期的三个阶段
要理解时间组成部分,您必须首先了解退火是一个三部分的过程。“加热”阶段只是开始。
1. 加热到目标温度(恢复)
这是熔炉加热工件的初始阶段。主要目标是尽可能均匀地将材料加热到所需的退火温度。
此阶段的时间取决于熔炉的功率、工件的质量及其导热性。它不是决定冶金成功的最关键时间变量。
2. 在目标温度下浸泡(再结晶)
这是最关键的阶段,与您的问题直接相关。工件在退火温度下保持或“浸泡”。
在此保持期间,金属内部开始形成和生长新的、无应变的晶粒,这个过程称为再结晶。这就是消除内部应力、提高延展性和软化材料的原因。目标是保持足够长的时间,使这个过程在工件最厚的截面内完成。
3. 控制冷却(晶粒长大)
浸泡后,工件以特定的、通常非常慢的速度冷却。冷却速度对于防止形成不良的微观结构并确保柔软、延展的状态被锁定至关重要。快速冷却可能会重新引入应力或产生硬度,从而使退火的目的失效。

决定浸泡时间的关键因素
适当的浸泡时间是基于几个因素的计算工程决策。
材料成分和类型
不同的合金具有截然不同的再结晶温度和动力学。例如,高碳钢需要比低碳钢更仔细的控制,而铝合金的参数与铜完全不同。
工件厚度和质量
这是影响最大的因素。热量必须渗透到材料的核心。厚工件比薄板需要更长的浸泡时间,以确保中心达到并保持目标温度。
一个常见的行业经验法则是,对于材料横截面的每英寸(或 25 毫米)厚度浸泡一小时,但这只是一个起点。
期望的微观结构
预期的结果决定了过程。 “完全退火”旨在实现最大的柔软度,需要完全再结晶。“过程退火”或“应力消除退火”可以在较低的温度或较短的时间内进行,因为目标只是消除制造过程中产生的应力,而不是实现最大的柔软度。
理解权衡
选择不正确的浸泡时间会带来重大后果,这就是为什么不可能有一个单一的、通用的答案。
浸泡不足的风险
如果浸泡时间太短,材料的核心将不会完全再结晶。这会导致工件的机械性能不一致——外部柔软,内部坚硬、脆性且有应力。这是意外失效的常见原因。
过度浸泡的危险
将材料在高温下保持过长时间可能导致晶粒过度长大。虽然材料会变软,但这些大晶粒会显著降低其韧性、延展性和强度。
此外,过多的时间直接浪费能源、熔炉时间和金钱,对运营效率产生负面影响。
为您的目标做出正确的选择
要确定正确的持续时间,您必须从寻找一个数字转变为定义您的目标。
- 如果您的主要重点是建立新工艺: 首先查阅针对您的特定合金的材料数据表或行业标准(例如来自 ASM、ASTM 或 ISO)。
- 如果您的主要重点是优化现有工艺: 使用“每英寸一小时”规则作为基线,生产测试工件,并通过金相分析和硬度测试(例如洛氏或布氏)验证结果。
- 如果您的主要重点是简单的应力消除: 请注意,这是一个比完全退火温度更低的温度过程,通常需要的浸泡时间更短,但仍然受工件厚度的控制。
最终,适当的退火时间是系统过程工程的函数,而不是固定的配方。
摘要表:
| 因素 | 对浸泡时间的影响 |
|---|---|
| 材料成分 | 不同的合金(例如钢与铝)具有独特的再结晶要求。 |
| 工件厚度 | 最关键的因素;较厚的截面需要明显更长的时间。 |
| 期望结果 | 完全退火比简单的应力消除需要更多时间。 |
| 常见经验法则 | 横截面厚度约每英寸 1 小时(25 毫米)(作为起点)。 |
利用 KINTEK 优化您的退火过程
实现精确的浸泡时间对于获得一致的材料性能和避免因退火不足或过度而导致的代价高昂的故障至关重要。 KINTEK 专注于支持精确热处理过程的实验室设备和耗材。
我们通过以下方式为我们的实验室客户提供帮助:
- 精密熔炉: 实现均匀加热和精确的温度控制,这对适当浸泡至关重要。
- 工艺支持: 就如何根据您的特定合金使您的设备符合行业标准(ASTM、ISO)提供指导。
- 质量保证工具: 用于验证退火结果的硬度计和金相用品。
不要让您的材料性能听天由命。 让我们在实验室解决方案方面的专业知识确保您的退火周期高效且有效。
立即联系 KINTEK 讨论您的特定实验室需求以及我们如何支持您的热处理成功。
图解指南