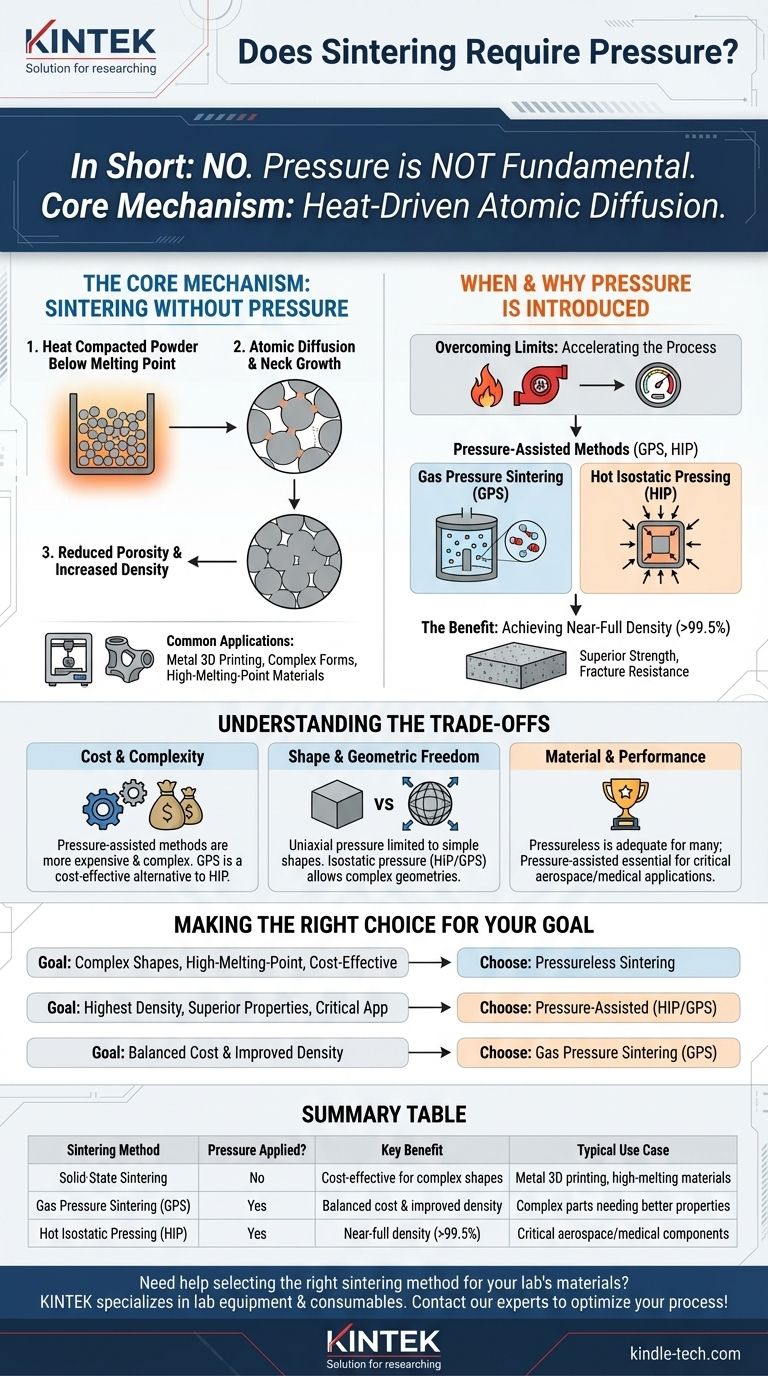
简而言之,不需要——压力并非每个烧结过程的基本要求。烧结的核心机制是依靠热量在低于熔点的情况下将颗粒结合在一起。然而,施加压力是一种常见且强大的技术,用于特定方法中以实现更高的密度和更优异的材料性能。
烧结本质上是一个热过程,热量驱动原子扩散以熔合颗粒。可以把热量看作是使烧结成为可能的引擎,而压力则像一个涡轮增压器——它并非总是必需的,但它的加入可以显著加速过程并增强最终结果。
核心机制:无压烧结
热驱动原子扩散
从最基本的层面来说,烧结是通过将压实的粉末加热到高温,但仍低于材料熔点的方式进行。
在这种升高的温度下,单个颗粒接触点处的原子变得高度可移动。它们开始跨越边界扩散,在颗粒之间形成并生长出坚实的“颈部”,将它们熔合成一个单一、连贯的整体。
减少孔隙率的目标
这种原子迁移过程自然会填充松散颗粒之间存在的空隙(或孔隙)。
随着颈部的生长和颗粒的相互靠近,物体的整体孔隙率降低,其密度和机械强度增加。这是烧结的主要目标。
常见应用
这种无压方法,通常称为固态烧结,应用广泛。它常用于金属3D打印等应用中,以创建复杂的定制形状,以及用于熔点极高、熔化不切实际的材料。

何时以及为何引入压力
克服单独加热的局限性
虽然有效,但仅依靠热量可能是一个缓慢的过程。它还可能留下残余孔隙率,阻碍零件达到其理论密度和最佳强度。
为了克服这些限制,可以同时施加热量和压力。
压力辅助烧结方法
气压烧结 (GPS) 和 热等静压 (HIP) 等方法利用外部压力强制颗粒更紧密地接触。
这种施加的力极大地加速了扩散过程,并且在塌陷和消除材料内部孔隙方面更有效。
益处:实现接近全密度
高热和高压的结合使制造商能够生产出几乎完全致密的零件(通常 >99.5%)。与无压烧结的零件相比,这些零件表现出显著改善的机械性能,例如强度和断裂韧性。
理解权衡
成本和复杂性
主要的权衡是成本。压力辅助烧结设备,特别是热等静压设备,比用于无压烧结的标准炉具昂贵得多且操作复杂。
正如参考文献所指出的,对于某些应用,GPS 可以是比要求更高的 HIP 工艺更具成本效益的替代方案。
形状和几何自由度
一些压力辅助技术可能存在局限性。例如,单轴热压(从一个方向施加压力)仅限于简单形状。
然而,像 GPS 和 HIP 这样从所有方向均匀施加压力(等静压)的方法几乎没有形状限制,非常适合复杂几何形状。
材料和性能要求
选择总是取决于最终使用要求。对于许多组件,通过无压烧结获得的性能是完全足够的。对于航空航天或医疗植入物中的高性能、关键应用,压力辅助烧结提供的卓越密度是不可协商的。
为您的目标做出正确选择
最终,是否使用压力的决定完全取决于您零件的预期结果。
- 如果您的主要重点是创建复杂形状或使用高熔点金属而无需最大性能:无压烧结通常是最直接且最具成本效益的途径。
- 如果您的主要重点是为关键应用实现尽可能高的密度和卓越的机械性能:压力辅助方法(如 HIP 或 GPS)是必要的选择。
- 如果您的主要重点是在复杂零件的成本与改进密度之间取得平衡:气压烧结 (GPS) 提供了一个强大的折中解决方案。
了解热驱动熔合和压力辅助致密化之间的区别,使您能够为您的特定材料和性能目标选择精确的制造路径。
总结表:
| 烧结方法 | 是否施加压力? | 主要优点 | 典型用例 |
|---|---|---|---|
| 固态烧结 | 否 | 复杂形状的成本效益高 | 金属3D打印,高熔点材料 |
| 气压烧结 (GPS) | 是 | 成本与改进密度的平衡 | 需要更好性能的复杂零件 |
| 热等静压 (HIP) | 是 | 接近全密度 (>99.5%) | 关键航空航天/医疗组件 |
需要帮助为您的实验室材料选择合适的烧结方法吗? KINTEK 专注于实验室设备和耗材,提供兼顾成本、复杂性和性能的解决方案——无论您是需要压力辅助烧结以实现最大密度,还是需要标准炉具来制作复杂形状。立即联系我们的专家,优化您的烧结工艺并实现您的材料目标!
图解指南