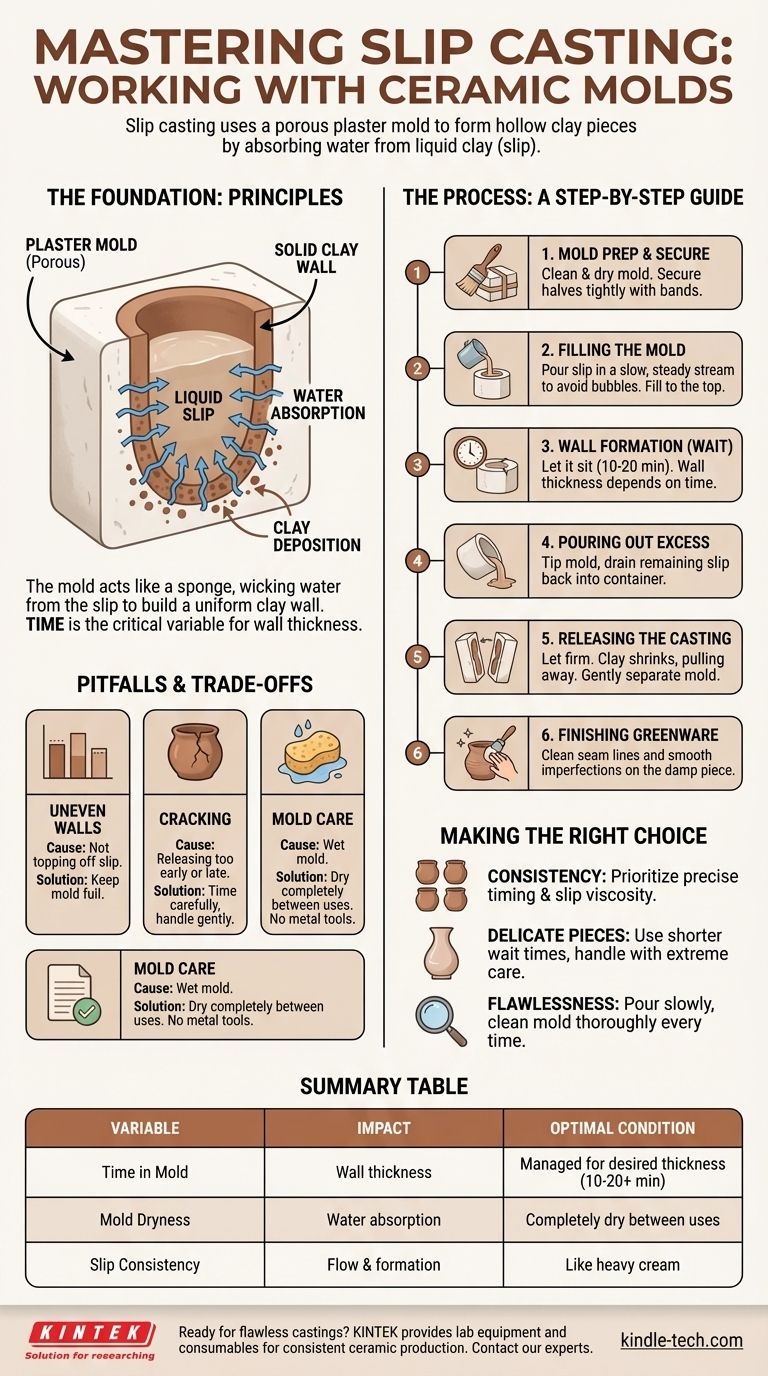
使用陶瓷模具是一种称为注浆成型的过程,它涉及将液态泥浆(泥浆)倒入多孔石膏模具中,让其形成坚固的粘土外壳,然后取出成品。这项技术的成功取决于理解石膏模具如何从泥浆中吸收水分以创建均匀的铸件。
注浆成型的核心原则不仅仅是遵循步骤,更是管理时间。多孔石膏模具是主动工具,它从液态泥浆中吸取水分来构建作品的壁。你让这个过程持续多久是你控制的最重要的变量。
基础:理解其工作原理
在详细介绍步骤之前,了解所用材料和其中的科学原理至关重要。这些知识将使这个过程从猜测游戏转变为可重复的技术。
什么是陶瓷模具?
大多数用于注浆成型的陶瓷模具由石膏粉制成。使用这种材料有一个关键原因:它具有高度多孔性。
石膏的作用
将石膏模具想象成一块致密、口渴的海绵。当你将液态泥浆倒入其中时,石膏会立即开始从与模具内表面接触的泥浆中吸取水分。
随着水分被吸走,粘土颗粒沉积在模具壁上,形成一个坚固的层。泥浆在模具中停留的时间越长,这一层就越厚。
什么是泥浆?
泥浆只是粘土和水的混合物,混合成浓奶油般的稠度。它的配方旨在保持悬浮状态并以受控速率释放水分,使其成为铸造的理想选择。

核心注浆成型过程:分步指南
理解了原理之后,让我们来看看实际应用。每个步骤都旨在产生干净、一致的结果。
步骤1:模具准备
在开始之前,请确保您的模具完全清洁和干燥。内部的任何灰尘或碎屑都会转移到您的成品上。
用结实的橡皮筋或绑带将模具的各个部分固定在一起。目标是形成紧密的接缝,防止泥浆泄漏。
步骤2:填充模具
以缓慢、稳定的流速将泥浆倒入模具开口中。倒得太快会引入气泡,在最终成品中造成针孔。
将模具完全填满。随着石膏吸收水分,泥浆液位会略微下降,因此您可能需要在最初的几分钟内将其加满。
步骤3:壁形成(关键的等待)
这就是奇迹发生的地方。当模具吸收水分时,会形成坚固的粘土壁。壁的厚度由时间决定。
通常的等待时间在10到20分钟之间,但这会根据泥浆和模具的湿度而变化。您可以通过轻轻刮擦顶部边缘来检查进展,以查看壁的厚度。
步骤4:倒出多余的泥浆
一旦达到所需的壁厚,小心地将模具倾斜,将剩余的液态泥浆倒回其容器中。
让模具倒置排水几分钟,以确保清除任何剩余的滴落物,防止内部表面不均匀。
步骤5:脱模铸件
铸件需要变硬才能取出。随着粘土干燥,它会略微收缩并从石膏壁上脱离。这是它准备好的迹象。
小心地取下橡皮筋,轻轻分离模具两半。如果有任何阻力,请再等待一段时间。强行取出会损坏作品。
步骤6:修整生坯
新取出的作品称为“生坯”。它仍然潮湿且脆弱。在此阶段,您将使用修坯刀和海绵小心地清理接缝线并抚平任何细微的瑕疵。
理解权衡和陷阱
注浆成型是精确的,但可能会出现一些常见问题。提前了解它们是故障排除的关键。
壁厚不均
这通常是由于在初始吸水过程中泥浆液位下降时未能及时加满所致。在壁形成阶段,始终保持模具充满。
干燥时开裂
开裂可能有两个主要原因。过早脱模,当它太软时,会导致其变形和开裂。相反,在模具中放置太久,当它收缩对抗坚硬的石膏时,也会导致开裂。
模具保养至关重要
您的石膏模具是此过程中最重要的资产。它必须在每次使用之间完全干燥。一个浸水的模具无法吸收更多的水,也无法生产出好的铸件。切勿用金属工具刮擦内部,因为这会损坏表面。
根据您的目标做出正确选择
获得出色的结果取决于您的具体目标。使用这些指南来集中您的精力。
- 如果您的主要重点是多个作品之间的一致性: 优先考虑精确的计时,并为每次浇注使用相同粘度的泥浆。
- 如果您的主要重点是创建薄而精致的物体: 在壁形成期间使用较短的等待时间,并极其小心地处理所得的生坯。
- 如果您的主要重点是避免瑕疵: 专注于缓慢浇注以防止气泡,并在每次使用前彻底清洁模具。
最终,掌握注浆成型在于培养对泥浆、模具和时间之间关系的感知。
总结表:
| 关键变量 | 对铸件的影响 |
|---|---|
| 在模具中的时间 | 决定壁厚;太短 = 壁薄,太长 = 开裂。 |
| 模具干燥度 | 对吸水至关重要;潮湿的模具无法正常铸造。 |
| 泥浆稠度 | 应像浓奶油一样;影响流动和壁形成。 |
准备好实现完美的陶瓷铸件了吗? 您的注浆成型过程的精确性取决于可靠的设备和材料。KINTEK 专注于实验室设备和耗材,以实现一致的陶瓷生产。立即联系我们的专家,讨论我们的解决方案如何提升您的工作流程和成果。
图解指南