直截了当地说:与注塑成型等大批量生产方法相比,压缩成型通常被认为是单位零件生产速度较慢的工艺。其循环时间以分钟而非秒计算。然而,这种观点是不完整的,因为其更简单的模具要求可以显著缩短从设计到首次生产运行的整体项目时间。
压缩成型的速度具有欺骗性。虽然单个零件的循环时间较长,但其更快、更便宜的模具使其成为低到中等产量生产(特别是大型零件或特定复合材料)最快的上市途径。
是什么决定了压缩成型的速度?
要了解该工艺的速度,您必须首先了解其基本步骤。总循环时间是几个不同且通常是手动阶段的总和。
核心工艺步骤
循环开始时,将预先测量好的成型材料(称为料块或预成型件)放入加热的模腔下半部分。
然后合模,施加巨大的压力,迫使材料填充整个型腔。热量和压力的组合保持特定持续时间。
固化时间的关键作用
这个保持期,称为固化时间,通常是循环中最长的部分。在此阶段,热固性材料(如橡胶或酚醛树脂)会发生化学交联反应,使其永久硬化。
与注塑成型中热塑性塑料的快速冷却不同,这种化学固化是一个时间依赖性过程,不能在不损害零件结构完整性的情况下匆忙进行。
材料类型和零件厚度
所需的固化时间受两个因素的严重影响:所用材料和零件的横截面厚度。
较厚的零件需要更长的固化时间,以确保组件的核心达到必要的温度并完全固化。不同的材料本身也具有不同的固化特性。

循环时间比较:压缩成型与注塑成型
最常见的速度比较点是注塑成型。这两种工艺服务于不同的需求,并在不同的生产场景中表现出色。
注塑成型的优势:自动化与速度
注塑成型是一种高度自动化的工艺,专为大规模生产而设计。熔融塑料在高压下注入模具,快速冷却,然后自动弹出。
注塑成型的循环时间非常短,通常在15到60秒之间。这使得它在以非常低的单位成本生产数百万个相同零件方面无与伦比。
压缩成型的利基市场:简单性与材料
压缩成型的循环时间要长得多,通常在1到6分钟之间,对于非常大或厚的组件甚至可能更长。
然而,它擅长成型难以或不可能通过注塑成型加工的材料,例如高纤维复合材料(SMC/BMC)、PTFE和各种热固性橡胶。
理解权衡:零件速度与项目速度
仅仅关注单位零件的循环时间会忽略制造等式中一个关键部分:启动所需的时间和成本。
模具交货时间
这正是压缩成型通常具有显著优势的地方。模具更简单,因为它们不需要注塑模具那样复杂的流道、浇口和冷却通道。
一个压缩模具通常可以在6-8周内设计和制造完成。一个复杂的注塑模具很容易需要12-20周或更长时间,这代表着产品上市的重大延迟。
批量生产的单位成本
注塑模具的初始投资要高得多。当分摊到数十万或数百万个零件时,这种成本是合理的。
对于较低产量(例如,500到20,000件),注塑模具的高成本可能会使单位成本过高。压缩成型较低的模具成本使其在这些生产运行中更具经济性。
零件几何形状和尺寸
压缩成型非常适合生产大型、相对简单的零件,例如汽车车身面板、电气外壳或大型垫圈。温和、均匀的压力非常适合这些几何形状。
相比之下,注塑成型是生产具有复杂特征和严格公差的小型、高度复杂零件的优选方案。
为您的目标做出正确选择
“最快”的工艺是与您的具体项目要求(从产量和材料到预算和上市时间)最匹配的工艺。
- 如果您的主要重点是热塑性零件的大批量生产(100,000+件):注塑成型不到一分钟的循环时间是实现最低单位成本的明显赢家。
- 如果您的主要重点是快速上市或中低产量运行(20,000件以下):压缩成型更短的模具交货时间可以使您的产品更快、更经济地推向市场。
- 如果您的主要重点是使用特定的热固性材料或高纤维复合材料:压缩成型通常是唯一可行的工艺,使其循环时间成为使用这些先进材料的必要参数。
最终,从您的总项目时间线(从初始模具到最终零件)的角度来看待速度,是选择最有效工艺的关键。
总结表:
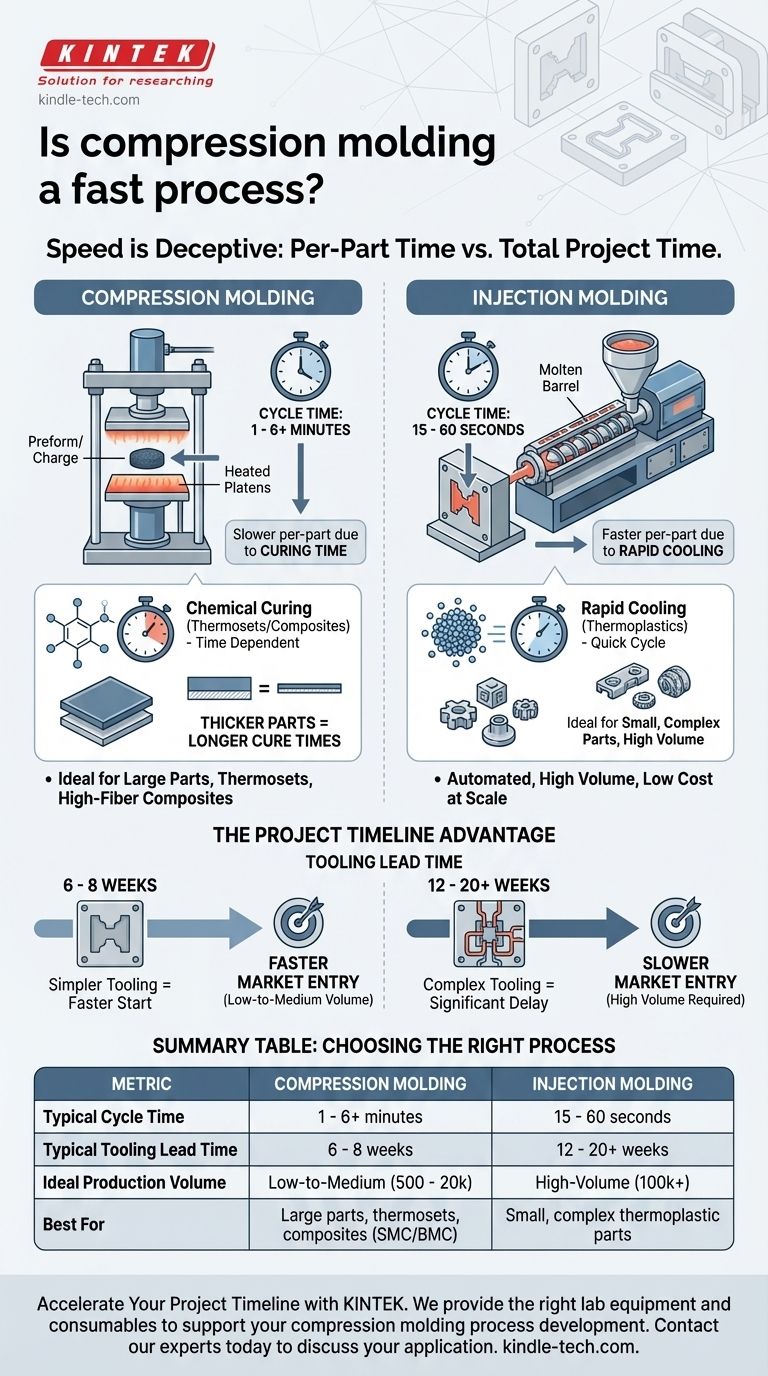
| 指标 | 压缩成型 | 注塑成型 |
|---|---|---|
| 典型循环时间 | 1 - 6+ 分钟 | 15 - 60 秒 |
| 典型模具交货时间 | 6 - 8 周 | 12 - 20+ 周 |
| 理想生产量 | 中低产量 (500 - 20,000 件) | 大批量 (100,000+ 件) |
| 最适合 | 大型零件、热固性材料、复合材料 (SMC/BMC) | 小型、复杂的热塑性零件 |
需要更快地将您的中低产量产品推向市场吗?
在 KINTEK,我们专注于提供合适的实验室设备和耗材,以支持您的压缩成型材料测试和工艺开发。无论您是使用先进复合材料、橡胶还是热固性材料,我们的解决方案都可以帮助您优化固化时间并确保零件质量。
让我们一起加速您的项目时间线。立即联系我们的专家,讨论您的具体应用以及我们如何支持您的实验室需求。
图解指南