在制造业中,您不会“成型模具”;相反,您是使用模具来塑造材料。您可能想了解的工艺是吹塑成型,这是一种制造中空塑料制品的常用方法。它包括将塑料熔化成管状(称为预成型件),将其夹紧在定制模具内,然后用压缩空气充气,直到它呈现模具的形状。
吹塑成型的核心概念简单而强大:它利用气压将热的、柔软的塑料管压向腔体内部,就像在瓶子里吹气球一样。这使其成为制造瓶子和容器等中空物品的极其高效的方法。
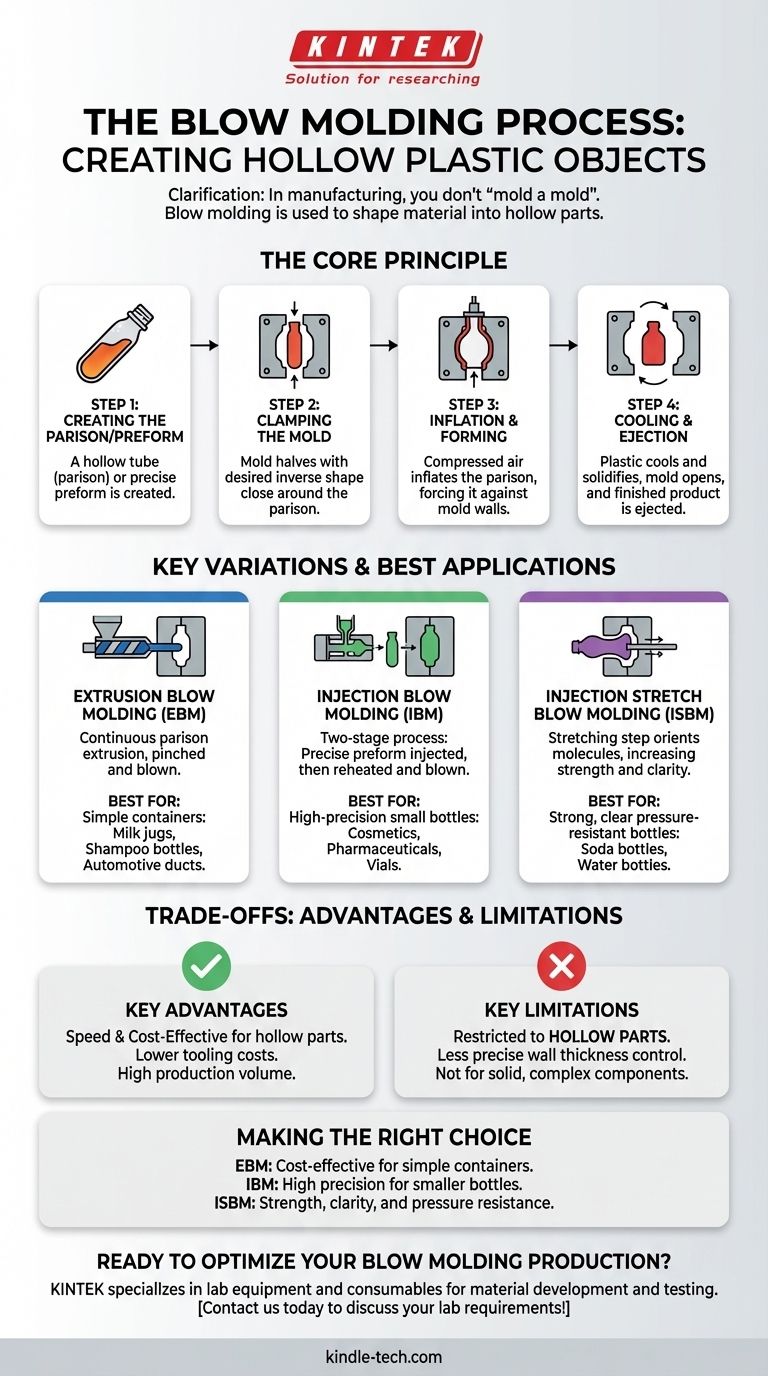
吹塑成型的核心原理
吹塑成型是一个多步骤过程,但其基本物理原理在各种变体中保持一致。目标始终是将简单的塑料管转变为成品的中空产品。
步骤1:制作型坯或预成型件
该过程始于型坯,它是一种熔融塑料的空心管。在某些方法中,这被制成更精确的预成型件,其中已包含成品特征,例如瓶盖上的螺纹。
步骤2:夹紧模具
接下来,金属模具的两半合拢,夹住型坯。模具包含一个腔体,其形状与所需最终产品的形状完全相反。
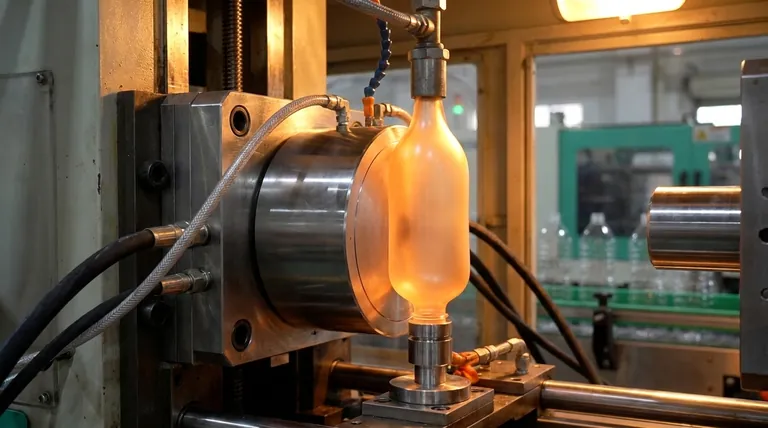
步骤3:充气和成型
型坯在模具内密封后,将压缩空气注入其中。这种内部气压将柔软、可塑的塑料向外推,使其紧贴模具腔体的冷却壁,直到它符合所有细节。
步骤4:冷却和弹出
塑料接触冷却的模具并迅速固化,从而锁定其新形状。一旦部件足够坚硬,模具就会打开,成品就会被弹出。
吹塑成型工艺的主要变体
虽然核心原理相同,但吹塑成型有三种主要方法,每种方法都适用于不同的应用和生产要求。
挤出吹塑成型 (EBM)
这是最简单、最常见的方法。型坯从模具中连续向下挤出,就像从牙膏管中挤出牙膏一样。模具闭合围绕该管的一部分,将其夹断,然后充气。EBM 非常适合牛奶壶、洗发水瓶和汽车管道等容器。
注射吹塑成型 (IBM)
IBM 是一个两阶段过程,提供更高的精度。首先,使用注射成型创建预成型件,这可以实现极其精确和详细的特征,例如瓶颈和螺纹。然后将该预成型件转移到第二个“吹塑模具”工位,在那里将其加热并充气。这种方法适用于小型、大批量的物品,如药品和化妆品瓶。
注射拉伸吹塑成型 (ISBM)
ISBM 在 IBM 工艺的基础上增加了一个关键步骤:拉伸。预成型件重新加热后,用芯棒沿长度方向拉伸,同时用空气充气。这种拉伸使聚合物分子定向,显著提高了部件的强度、透明度和气体阻隔性能。这是用 PET 塑料制造碳酸饮料瓶的标准工艺。
了解权衡
吹塑成型是一种高效的技术,但与其他制造工艺相比,了解其具体优缺点至关重要。
主要优点
吹塑成型的主要优点是其生产中空零件的速度和成本效益。模具成本通常低于注射成型等实心零件工艺,并且循环时间可以非常快,从而实现大规模生产。
主要限制
最明显的限制是吹塑成型仅限于生产中空零件。与滚塑成型等工艺相比,它对壁厚的控制也较差。它不适合制造实心、复杂的几何部件。
为您的目标做出正确选择
选择正确的吹塑成型方法完全取决于最终产品的要求。
- 如果您的主要重点是经济高效地生产简单容器: 挤出吹塑成型 (EBM) 是生产水壶和水箱等物品最直接、最经济的选择。
- 如果您的主要重点是小型瓶子的高精度和表面光洁度: 注射吹塑成型 (IBM) 可提供对瓶颈和螺纹细节的卓越控制,这对于化妆品或药品至关重要。
- 如果您的主要重点是强度、透明度和耐压性: 注射拉伸吹塑成型 (ISBM) 是制造耐用、透明容器(如汽水瓶)所需的方法。
最终,吹塑成型是现代制造业的基石,能够高效生产无数日常中空塑料制品。
总结表:
| 吹塑成型方法 | 最适合 | 主要特点 |
|---|---|---|
| 挤出吹塑成型 (EBM) | 简单容器(牛奶壶、洗发水瓶) | 成本效益高,连续挤出型坯 |
| 注射吹塑成型 (IBM) | 高精度小瓶(化妆品、药品) | 预成型件的精确瓶颈和螺纹细节 |
| 注射拉伸吹塑成型 (ISBM) | 坚固、透明的耐压瓶(汽水瓶) | 拉伸步骤增加强度和透明度 |
准备好精确高效地制造您的中空塑料零件了吗? KINTEK 专注于提供开发和测试吹塑成型工艺材料所需的实验室设备和耗材。无论您是优化预成型件设计还是确保材料质量,我们的解决方案都能支持您的生产目标。 立即联系我们,讨论我们如何为您的实验室提供成功所需的设备!
图解指南