制造模具的高成本直接反映了它的本质:一个定制的、高精度的工业机械部件。它的价格不是因为一块简单的金属,而是因为制造一个能够以极高的精度和速度生产数千或数百万个相同零件的工具,需要投入大量的熟练劳动力、先进的加工时间和高等级材料。
模具的价格标签可能令人震惊,直到你重新审视你的视角。你购买的不是一个零件;你委托的是一台耐用、定制设计的机器,其唯一目的是以规模化、完美且高效地复制你的设计。成本是对制造能力的投资,而不是简单的开销。
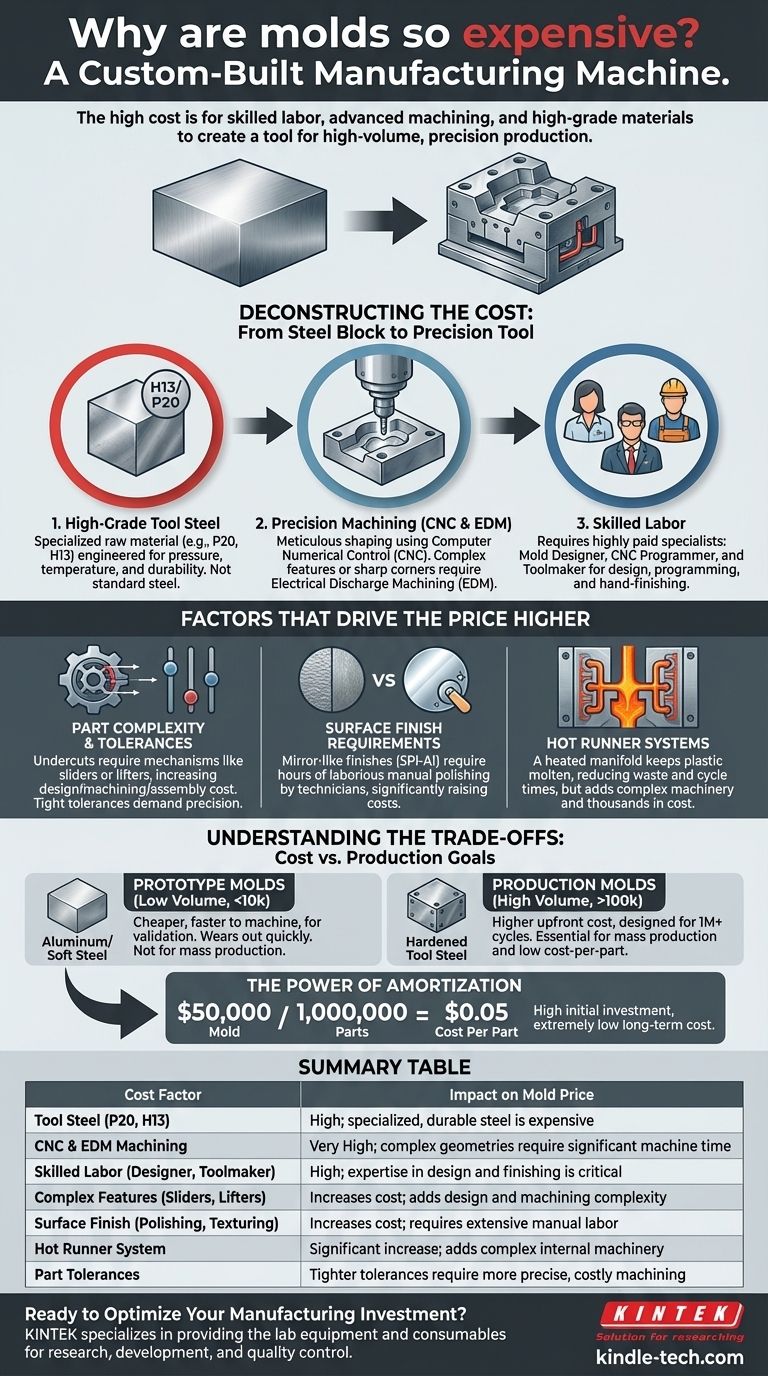
成本拆解:从钢块到精密工具
模具始于一块专用钢材,并通过一系列昂贵、耗时的工艺进行转化。每个步骤都会显著增加成本,但对于创建可靠的生产工具至关重要。
基础:高等级工具钢
原材料本身就是一个主要的成本因素。模具不是由标准的低成本钢材制成的。它们是由高等级的工具钢(如P20或H13)建造的。
这种专用钢材经过工程设计,能够承受注塑过程中巨大的压力和高温,在数十万次循环中不变形或磨损。像H13这样的硬化工具钢,用于生产数百万件零件,价格更高,加工难度也更大,进一步增加了成本。
核心工艺:精密加工
这是最大的单一成本驱动因素。钢块使用CNC(计算机数控)加工进行精细成型。计算机引导的刀具从实心块中雕刻出型腔——即零件的负空间。
零件的几何形状越复杂,所需的加工时间就越长。精细细节、深筋或曲面等特征需要更长、更复杂的加工路径。对于铣削工具无法物理到达的尖锐内角或特征,则使用一种更专业的工艺,称为EDM(电火花加工),这种工艺速度较慢,会进一步增加成本。
人为因素:熟练劳动力和设计
制造模具需要一支高薪的专业团队。它始于模具设计师,一位将您的零件设计转化为功能性模具的工程师,他会规划材料流动、冷却通道和零件顶出等事项。
然后,CNC程序员创建复杂的机床刀具路径,而熟练的模具制造师则监督整个过程,从机器设置到最终组装和手工精加工。这些专家的时间是最终账单的很大一部分。

推高价格的因素
除了基本的制造过程,零件设计的特定特征可以显著增加模具的复杂性和成本。
零件复杂度和公差
如果您的零件有倒扣——即阻止其直接从模具中取出的特征——模具必须包含复杂的机构。这些机构可以是滑块(侧向抽芯)或顶杆,它们在注塑前就位,然后缩回以允许零件被顶出。这些都会显著增加设计、加工和组装成本。
同样,要求严格的公差意味着模具必须以极高的精度进行加工,这需要更仔细的设置、更慢的加工速度和更严格的质量检查,所有这些都会增加成本。
表面光洁度要求
塑料零件的表面光洁度是模具型腔内部光洁度的直接复制。标准的机加工表面是最便宜的选择。
然而,如果您需要纹理或高度抛光的镜面光洁度(SPI-A1标准),成本会急剧上升。这种光洁度是通过高度熟练的技术人员数小时费力的人工抛光来实现的。
热流道系统
模具需要一种方式让熔融塑料进入型腔。基本的冷流道系统是一个简单的通道,它与零件一起凝固并作为废料排出。
热流道系统是一个加热的歧管,它使塑料在到达零件之前一直保持熔融状态。这消除了浪费并可以缩短循环时间,但它实际上是内置于模具内部的复杂机械部件,会使前期成本增加数千甚至数万美元。
理解权衡:成本与生产目标
最常见的错误是为了节省初始投资而在模具质量上偷工减料。这种方法几乎总是导致后期更高的成本和生产问题。
“便宜”模具的神话
一个制作粗糙的“便宜”模具是一种负担。它可能过早磨损,生产出带有毛边或缩痕等缺陷的零件,并需要频繁停机维护。生产时间损失和缺陷零件的成本很快就会超过任何初始节省。
原型模具与生产模具
对于小批量生产(通常低于10,000件),您可以使用由较软钢材甚至高等级铝材制成的模具。这些材料更便宜,加工速度更快,从而大大降低了前期成本。然而,它们会很快磨损,不适合大规模生产。
由硬化工具钢(如H13)制成的生产模具成本显著更高,但设计用于1,000,000次以上的循环。选择完全取决于您的生产预测。
摊销的力量
当分摊到大量零件上时,生产模具的高昂前期成本变得微不足道。一个生产一百万个零件的5万美元模具,每个零件的成本只增加了0.05美元。这是注塑成型的基本经济原则:高初始投资带来极低的单位零件成本。
为您的项目做出正确选择
正确的模具策略完全取决于您的生产目标。前期进行适当的投资对于成功至关重要。
- 如果您的主要重点是快速原型制作或小批量验证(<10,000件):考虑使用较软的钢材或铝模具,以最大限度地降低初始投资,同时验证您的设计。
- 如果您的主要重点是批量生产和最低单位零件成本(>100,000件):投资高质量、多腔、硬化钢模具,可能带有热流道系统,以最大限度地提高效率和寿命。
- 如果您的主要重点是在中等产量(10,000-100,000件)下平衡成本:由P20工具钢制成的单腔模具是行业主力,为大多数应用提供了可靠且经济高效的解决方案。
理解模具是一种长期制造资产,而不是一次性开销,是为您的产品未来做出明智投资的关键。
总结表:
| 成本因素 | 对模具价格的影响 |
|---|---|
| 工具钢 (P20, H13) | 高;专用、耐用钢材价格昂贵 |
| CNC & EDM 加工 | 非常高;复杂几何形状需要大量机器时间 |
| 熟练劳动力(设计师、模具制造师) | 高;设计和精加工方面的专业知识至关重要 |
| 复杂特征(滑块、顶杆) | 增加成本;增加设计和加工复杂性 |
| 表面光洁度(抛光、纹理) | 增加成本;需要大量人工劳动 |
| 热流道系统 | 显著增加;增加了复杂的内部机械结构 |
| 零件公差 | 更严格的公差需要更精确、更昂贵的加工 |
准备好优化您的制造投资了吗?
模具成本和规格的导航是复杂的。 KINTEK 专注于提供制造过程中研究、开发和质量控制所需的实验室设备和耗材。无论您是进行原型制作还是扩大生产,拥有正确的工具对于成功至关重要。
让我们帮助您为效率和精度装备您的实验室。 立即联系我们的专家,讨论KINTEK的解决方案如何支持您的项目从概念到最终产品。
图解指南