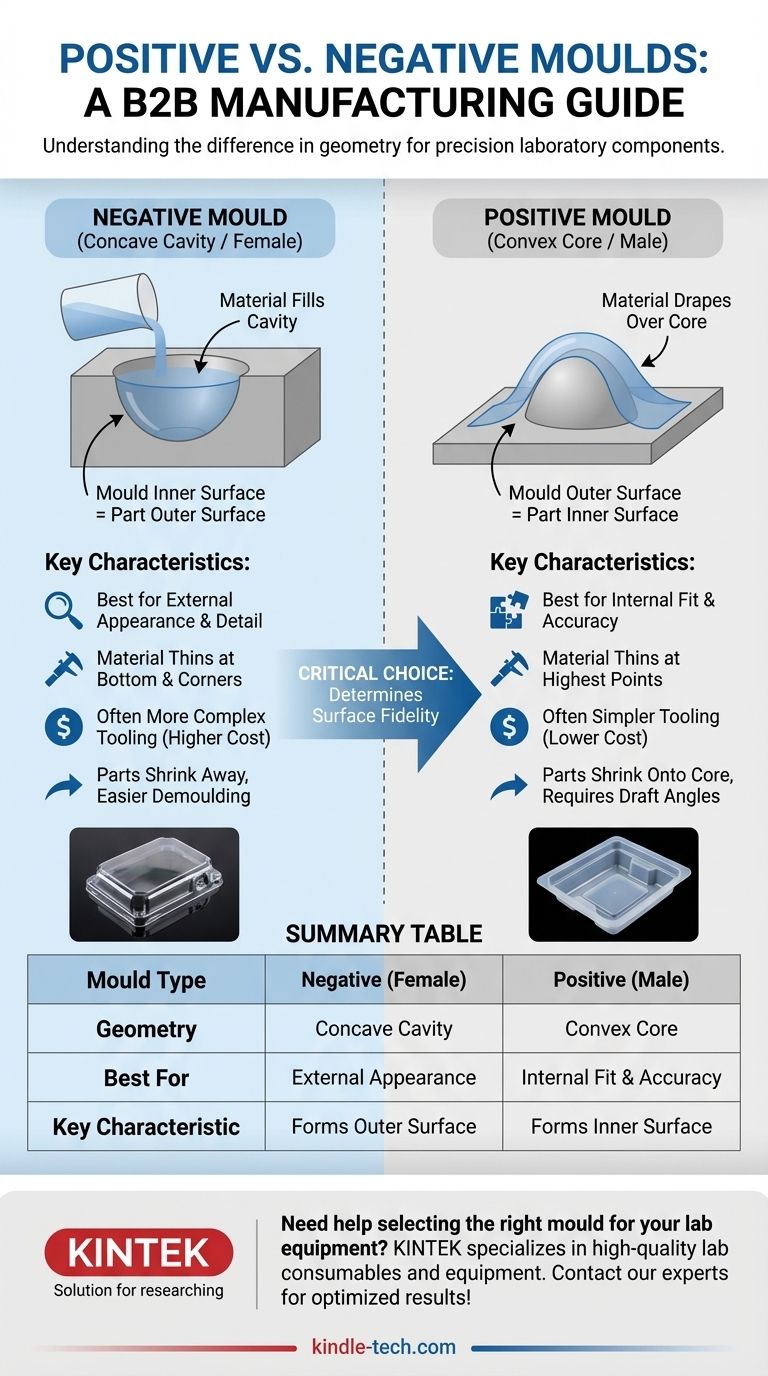
在制造中,根本区别在于模具的几何形状。负模具是一个凹腔,您将材料填充或成型到其中,就像将果冻倒入果冻模具中一样。相反,正模具是一个凸形,您将材料覆盖或塑形到其上,类似于用纸浆在气球上制作面具。选择哪种模具决定了最终零件的哪个表面具有最高的保真度。
使用正模具还是负模具的决定不是偏好的问题,而是一个关键的工程选择。它直接决定了组件的内部还是外部表面将具有最高的尺寸精度和最佳的表面光洁度。
理解核心概念
要掌握这种选择的含义,我们必须首先清楚地定义每种模具类型及其与原材料的相互作用。这些通常被称为“阳模”和“阴模”工具。
负模具:型腔(阴模)
负模具具有凹形腔。原材料,例如热成型中的加热塑料片,被压入此型腔中。
其特征在于模具的内表面形成了零件的外表面。这意味着任何刻在模具上的细节、纹理或字母都将完美地复制到成品的外表面上。
正模具:型芯(阳模)
正模具是一个凸形或“型芯”,从底板上凸起。原材料被拉伸并覆盖到这个形状上。
在这里,情况正好相反:模具的外表面形成了零件的内表面。因此,关键尺寸和光洁度会转移到最终组件的内部。

在制造中的实际影响
几何形状的差异对最终零件有重大影响,特别是在热成型、真空成型和复合材料制造等工艺中。
哪个表面获得细节?
这是最关键的区别。与模具直接接触的材料表面将获得最高质量的光洁度和尺寸精度。
- 当外部外观至关重要时,使用负模具。想想产品外壳、汽车车身面板或零售包装,其中外部外观和感觉至关重要。
- 当内部配合是首要考虑因素时,选择正模具。这在必须容纳特定物品的包装托盘或需要精确装入另一个组件内部的内衬中很常见。
材料如何变薄和拉伸
当像塑料片这样的材料被拉伸以形成形状时,它会变薄。最大拉伸位置在两种模具类型中有所不同。
- 在负模具中,材料在被拉入型腔的深角和底部时拉伸得最厉害。最后接触模具的片材部分,通常是底部,将是最薄的。
- 在正模具中,材料在模具的最高点和最尖锐的上边缘处变薄得最多,因为这些是首先接触和拉伸的区域。
理解权衡
选择模具类型需要在设计要求与制造限制之间取得平衡。没有普遍“更好”的选择,只有适合该工作的选择。
模具成本和简单性
在许多情况下,制造一个凸形正模具比加工一个复杂的多部件凹形腔更简单,因此成本更低。对于简单的几何形状尤其如此。
脱模和拔模斜度
将成品零件从模具中取出是一个关键步骤。零件倾向于收缩到正型芯上,如果没有足够的拔模斜度(轻微的锥度),这可能会使它们难以取出。相反,零件会从负型腔中收缩,这可能使脱模更容易,但深、直壁的型腔仍然可能会卡住零件。
工艺控制
模具的类型可能会影响二次工艺步骤。例如,在真空成型中,负模具允许真空孔被放置在形成零件外部的表面上,而不引人注目。在正模具中,这些孔位于形成零件内部的工具表面上。
为您的应用做出正确的选择
您的决定应由组件的最终用途要求驱动。问问自己哪个表面对功能和美学最关键。
- 如果您的主要关注点是外部外观和光洁度:使用负(阴模)模具,以确保零件外部具有最高的保真度。
- 如果您的主要关注点是内部配合和尺寸精度:使用正(阳模)模具来精确定义零件的内部。
- 如果您正在创建简单的原型并需要最大限度地降低模具成本:对于基本形状,正模具通常是更快、更经济的途径。
最终,选择取决于您的零件的哪个表面最重要。
摘要表:
| 模具类型 | 几何形状 | 最适合 | 关键特征 |
|---|---|---|---|
| 负模(阴模) | 凹形腔 | 外部外观 | 模具表面形成零件的外部表面 |
| 正模(阳模) | 凸形型芯 | 内部配合和精度 | 模具表面形成零件的内部表面 |
需要帮助为您的实验室设备或耗材选择合适的模具吗?
选择正确的模具类型对于实验室组件的性能和寿命至关重要。在 KINTEK,我们专注于提供高质量的实验室设备和耗材,确保您的制造过程生产出具有您的研究所需的精确表面光洁度和尺寸精度的零件。
我们的专家可以指导您完成选择过程,以优化您的结果。立即联系我们的团队讨论您的具体应用,并了解 KINTEK 如何增强您的实验室能力!
图解指南