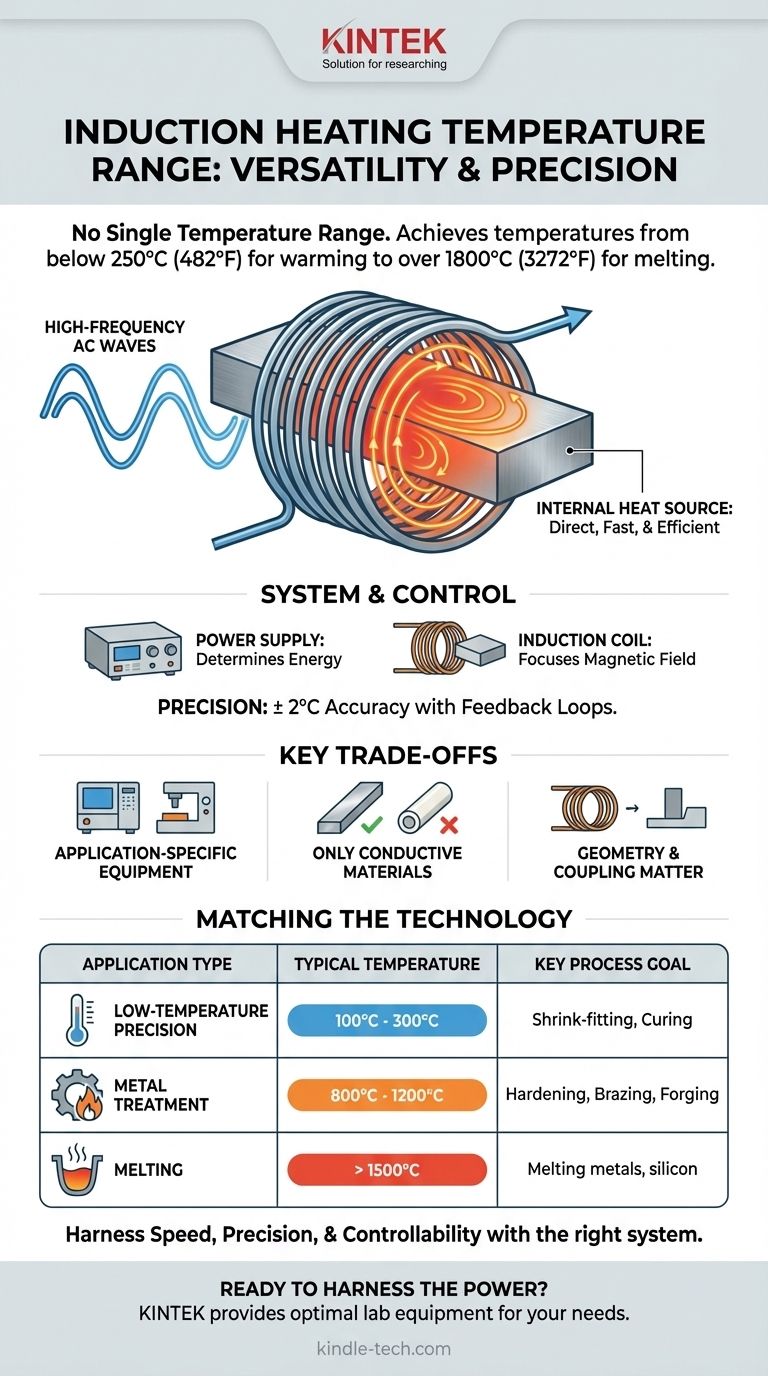
感应加热没有单一的温度范围。这项技术用途广泛,能够实现从低于250°C(482°F)的轴承热装配的温和加热,到工业熔炉中可超过1800°C(3272°F)的金属熔化的极端高温。可达到的温度不是一个固定属性,而是设备设计和被加热材料的直接结果。
核心要点是,感应加热的真正价值不在于特定的温度范围,而在于其在广阔热谱范围内的卓越速度、精度和可控性。具体的范围是根据应用而设计的。
感应加热如何实现其温度
感应加热与传统方法根本不同。它不是从外部热源(如火焰或加热元件)施加热量,而是在材料内部直接产生热量。这一原理是其速度和效率的关键。
核心机制:内部热源
该过程始于一个线圈,其中流过高频交流电(AC)。这种交流电在线圈周围产生一个强大且快速变化的磁场。
当一个导电工件(如一块金属)置于此磁场中时,磁场会在零件内部感应出电流。这些循环电流被称为涡流。
材料对这些涡流流动的自然电阻会产生强烈、局部化的热量。由于这发生在零件内部,加热速度极快且高效,没有浪费能量加热周围空气。
系统设计的作用
最终温度由系统组件决定。电源决定了可用能量的大小,而感应线圈的设计则将磁场聚焦到工件需要加热的特定区域。一个更强大的系统,配合高度耦合的线圈,可以提供更多的能量,从而更快地达到更高的温度。
精度和控制
现代感应系统提供极其精细的控制。通过温度探头(如K型热电偶)的反馈,系统可以自我调节,以高精度维持目标温度,通常在± 2°C以内。许多系统还具有基于时间的控制功能,允许以分钟甚至秒为单位进行一致、可重复的加热循环。
了解关键权衡
尽管功能强大,但感应加热并非万能解决方案。其有效性高度依赖于将正确的设备与特定的材料和工艺目标相匹配。
设备是针对特定应用的
用于低温应用(如在110°C安装轴承)的感应加热器,与用于熔化钢的感应炉,在设计上是根本不同的。电源、线圈结构和控制系统是为截然不同的热范围而设计的,不能互换使用。
它只适用于导电材料
感应加热的首要要求是材料必须是导电的。它对金属和某些半导体非常有效。然而,它不能直接用于加热大多数陶瓷、塑料或玻璃等非导电材料。
几何形状和耦合很重要
加热过程的效率在很大程度上取决于工件的形状及其与线圈的接近程度——这一因素被称为耦合。形状不规则的零件或无法靠近线圈放置的零件,加热效率可能较低或不均匀。
将技术与您的目标匹配
选择正确的感应系统需要清楚地了解您的最终目标。该过程由您为特定任务需要达到的温度来定义。
- 如果您的主要关注点是低温精度(例如,热装配、固化):您需要一个具有精确温度控制和反馈的系统,通常在100°C至300°C的范围内运行。
- 如果您的主要关注点是金属处理(例如,淬火、钎焊、锻造):您需要一个中高功率系统,能够快速达到800°C至1200°C之间的温度。
- 如果您的主要关注点是熔化材料(例如,钢、硅):您需要一个专门的、高功率感应炉,旨在安全地超过材料的熔点,通常在1500°C以上运行。
最终,感应加热提供了无与伦比的温度控制,但前提是系统必须根据手头的任务正确指定。
总结表:
| 应用类型 | 典型温度范围 | 关键工艺目标 |
|---|---|---|
| 低温精密 | 100°C - 300°C | 热装配、固化 |
| 金属处理 | 800°C - 1200°C | 淬火、钎焊、锻造 |
| 熔化 | > 1500°C | 熔化金属、硅 |
准备好利用感应加热的力量了吗?
感应加热的多功能性意味着必须根据您的材料和工艺目标精确匹配正确的系统。KINTEK专注于为您的特定实验室需求提供最佳的实验室设备和耗材。
我们的专家将帮助您选择完美的感应加热解决方案,以实现您的工作所需的速度、精度和可控性。
立即联系KINTEK,讨论您的应用,并了解我们如何提高您实验室的效率和成果。
图解指南